Introduction
CNC machining of aluminum presents unique challenges tied to its diverse alloy properties and machining behavior. Its high thermal conductivity causes heat to dissipate rapidly, but localized heat at the cutting edge can still soften the material—leading to built-up edge (BUE) and poor surface finish if feed rates and spindle speeds are not optimized. Different aluminum alloys, such as 6061 and 7075, exhibit varying machinability—7075’s higher strength increases tool wear, while 6061’s lower hardness can cause chip welding to tools. Aluminum’s tendency to work hardening further complicates processes; repeated cutting in the same area increases material hardness, requiring adjusted machining cycles to maintain precision. Achieving tight tolerance checks is also challenging due to its low melting point (660°C), as excessive heat during machining can cause subtle warping, affecting dimensional accuracy. This guide addresses these pain points, offering expert strategies to master CNC machining of aluminum .
What Aluminum Material Properties Affect CNC Machining?
Aluminum’s material properties vary by alloy, significantly impacting machining strategies.
Alloy Comparison
| Property | 6061-T6 | 7075-T6 | 5052-H32 |
|---|---|---|---|
| Machinability | Excellent | Good | Very Good |
| Tensile strength (MPa) | 310 | 570 | 230 |
| Hardness (HB) | 95 – 105 | 150 – 180 | 60 – 70 |
| Thermal conductivity (W/(m·K)) | 167 | 130 | 190 |
Key Material Considerations
| Property | Impact on Machining |
|---|---|
| Alloy types | 6061: medium strength, excellent machinability—mechanical parts, prototyping; 7075: high strength, lower machinability—aerospace, high-stress automotive |
| Hardness | 7075 (150–180 HB) requires harder tools than 6061 (95–105 HB) to prevent premature wear |
| Thermal conductivity | 150–200 W/(m·K)—efficient cooling critical to avoid thermal distortion and BUE |
| Corrosion resistance | 6061 good; 7075 more prone—often requires post-machining treatments (anodizing) |
| Chip formation | Continuous chips; can tangle around tools if toolpaths and chip breakers not properly designed—increases downtime |
What CNC Machining Processes Work for Aluminum?
The CNC machining process for aluminum requires tailored approaches to handle its thermal and mechanical properties.
CNC Milling
| Parameter | 6061 | 7075 |
|---|---|---|
| Spindle speed | 10,000 – 20,000 RPM | 8,000 – 15,000 RPM |
| Feed rate | 0.1 – 0.3 mm/tooth | 0.1 – 0.3 mm/tooth |
| Technique | Climb milling preferred—minimizes BUE; achieves smoother surfaces | Same |
CNC Turning
| Parameter | Value |
|---|---|
| Spindle speed | 3,000 – 6,000 RPM |
| Feed rate | 0.1 – 0.2 mm/rev |
| Tool rake angle | Positive (+5° to +10°)—reduces cutting forces and heat generation |
Machining Centers
| Type | Benefit |
|---|---|
| 3-axis | General machining |
| 5-axis | Ideal for aerospace components requiring multi-sided machining in one setup—reduces workpiece handling and potential errors |
Programming (G-code)
Advanced simulation software optimizes toolpaths to avoid sharp turns, which can cause vibration and poor finishes. G-code tailored for aluminum includes dwell times to allow heat dissipation during prolonged cuts.
What Tools and Equipment Are Best for Aluminum Machining?
End Mills
| Feature | Recommendation | Benefit |
|---|---|---|
| Material | Carbide | Hardness 90–92 HRA; resists abrasion; tool life 3–5× longer than HSS |
| Flute count | 2- or 4-flute | Polished flutes prevent chip welding |
| Helix angle | Variable 35°–45° | Reduces vibration; achieves Ra <1.6 μm surface finish |
Cutting Fluids
| Type | Application |
|---|---|
| Water-soluble coolants (5–10%) | General machining—dissipate heat; reduce friction |
| Mist coolants | High-speed machining—precise cooling without flooding workpiece |
Spindles and Tool Changers
| Feature | Requirement |
|---|---|
| Spindles | High-frequency (15,000–40,000 RPM); rigid designs prevent deflection—critical for thin-walled parts |
| Tool changers | Automatic (ATC)—reduce downtime; quick switching between roughing and finishing tools |
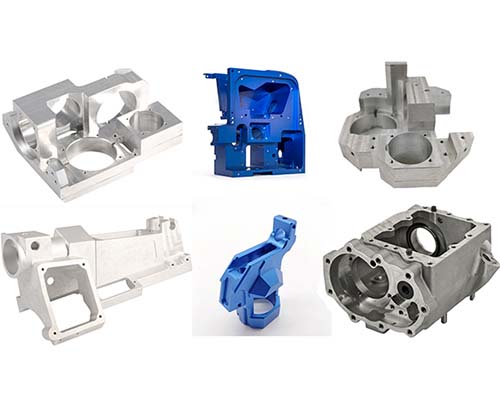
Where Is CNC Machined Aluminum Used?
| Industry | Applications | Why Aluminum? |
|---|---|---|
| Aerospace | Wing brackets, engine parts, structural components | Low weight, high strength; 7075 for critical load-bearing parts |
| Automotive | Engine blocks, suspension components, body panels | Reduces vehicle weight; improves fuel efficiency; 6061 for non-critical; 7075 for high-performance |
| Electronics | Heat sinks, device enclosures | Thermal conductivity—dissipates heat; protects sensitive components |
| Medical | Surgical instrument frames, imaging equipment parts | Corrosion resistance; ease of sterilization; 6061 meets biocompatibility standards |
| Prototyping | Rapid prototypes | Fast machinability—test form and function before mass production |
How Is Quality Control Maintained?
Dimensional Accuracy
| Alloy | Achievable Tolerance |
|---|---|
| 6061 | ±0.01 – 0.03 mm |
| 7075 | ±0.02 – 0.05 mm (higher strength) |
CMM (Coordinate Measuring Machine) verification ensures compliance.
Surface Roughness
| Requirement | Value |
|---|---|
| General | Ra 0.8 – 3.2 μm |
| Critical (aerospace) | Ra <0.8 μm—reduces drag; improves aesthetics |
Profilometer checks surface quality.
Statistical Process Control (SPC)
Monitors machining cycles and tool performance—identifies variations in feed rates or spindle speeds that could affect quality.
In-Process Monitoring
Sensors detect vibration and temperature during machining, adjusting parameters in real time to prevent defects like warping or BUE.
Calibration
Regular calibration of inspection equipment ensures measurements are accurate—annual recertification to meet ISO standards.
How Do You Balance Cost and Efficiency?
Material Costs
| Alloy | Cost |
|---|---|
| 6061 | Baseline |
| 7075 | 20–30% higher than 6061 (higher strength) |
Tool Life
| Factor | Impact |
|---|---|
| Carbide tools | Higher upfront cost; longer life reduces per-part tool costs by 15–20% compared to HSS for high-volume production |
Machine Time
High-speed machining reduces production time by 30–50% compared to conventional speeds—lowering labor costs despite higher energy consumption.
Waste Reduction
| Strategy | Benefit |
|---|---|
| Optimized toolpaths | Minimize material waste |
| Nesting software | Arranges parts to maximize sheet utilization; reduces scrap by up to 25% |
Value Engineering
Designing parts with uniform wall thickness and avoiding unnecessary features reduces machining time, lowering overall costs without compromising performance.
What Is Yigu Technology’s Perspective?
At Yigu Technology , we specialize in CNC machining aluminum, leveraging expertise in handling diverse alloys:
- High-speed CNC machines with carbide tools and advanced cooling systems—minimize tool wear; achieve superior surface finish.
- 5-axis machining centers —handle complex aerospace components and automotive parts with tight tolerances.
- Simulation software —optimizes toolpaths for efficiency.
- Quality control —CMM inspections and SPC ensure dimensional accuracy across production runs.
- Cost and efficiency —select right alloy: 6061 for cost-sensitive parts, 7075 for high strength; reduce waste and machining time.
From prototypes to mass-produced components, we deliver reliable, high-quality aluminum parts tailored to client needs.
Conclusion
CNC machining aluminum requires understanding its diverse alloy properties and applying tailored strategies. 6061 offers excellent machinability (95–105 HB) for mechanical parts and prototyping; 7075 provides high strength (150–180 HB, 570 MPa tensile) for aerospace and high-stress applications—with 20–30% higher material cost. Optimal machining parameters: spindle speeds 10,000–20,000 RPM (6061), 8,000–15,000 RPM (7075); carbide 2- or 4-flute end mills with polished flutes and variable helix angles (35°–45°) to prevent chip welding; climb milling to minimize BUE; positive rake angles (+5° to +10°) for turning. Achievable tolerances: ±0.01–0.03 mm (6061) , ±0.02–0.05 mm (7075) ; surface finish Ra 0.8–3.2 μm (Ra <0.8 μm for critical aerospace). High-speed machining reduces production time 30–50% ; nesting software reduces scrap up to 25% . Applications span aerospace, automotive, electronics, medical, and prototyping. With proper tooling, parameter optimization, and quality control, aluminum delivers precision, strength, and cost-effectiveness across industries.
FAQs
Why does aluminum form built-up edge (BUE) during machining, and how do you prevent it?
BUE occurs when soft aluminum adheres to the tool edge, caused by low spindle speeds or high feed rates . Prevention involves using spindle speeds >10,000 RPM , sharp carbide tools with polished flutes , and cutting fluids to reduce friction—keeping the edge clean.
Which aluminum alloy is best for CNC machining, and why?
6061 is ideal for most applications due to its excellent machinability , good strength (310 MPa), and low cost. 7075 offers higher strength (570 MPa) but has lower machinability and higher cost—suitable for high-stress parts like aerospace components.
How do you achieve tight tolerances in aluminum machining?
Use rigid CNC machines with high-speed spindles , optimize toolpaths to minimize heat, and allow parts to cool before inspection—aluminum expands 23.1 μm/(m·°C) . For critical parts, secondary operations like grinding can achieve tolerances as tight as ±0.001 mm .
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology , we combine deep material knowledge with advanced CNC machining to deliver precision aluminum components. Our 3-axis, 4-axis, and 5-axis CNC machines are equipped with high-speed spindles (15,000–40,000 RPM) , carbide tools with polished flutes , and advanced cooling systems to achieve tolerances as tight as ±0.01 mm and surface finishes Ra <0.8 μm . From 6061 prototypes to 7075 aerospace components, we provide DFM feedback to optimize your designs for manufacturability.
Ready to machine your next aluminum project? Contact Yigu Technology today for a free consultation and quote. Let us help you achieve precision, strength, and cost-effectiveness in every component.