Introduction
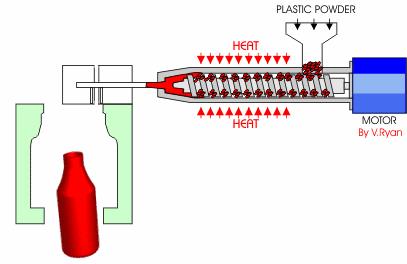
In injection molding, the machine must hold the mold closed against tremendous force. Molten plastic enters the cavity under high pressure—often 1,000 to 20,000 psi . Without enough clamping force, the pressure pushes the mold open. Plastic leaks out. Parts are ruined.
This force is clamp tonnage . It is measured in tons. Getting it right is essential for product quality, equipment life, and production efficiency.
Too little clamp tonnage causes flash—thin layers of plastic leaking between mold halves. Too much clamp tonnage stresses the mold and machine, wastes energy, and can cause part deformation.
This guide explains what clamp tonnage is, why it matters, how to calculate it, and how different products require different tonnage.
What Is Clamp Tonnage?
Clamp tonnage is the force exerted by the injection molding machine’s clamping unit to keep the mold closed during injection and cooling. It counteracts the pressure of molten plastic trying to push the mold open.
Think of the mold as a container under pressure. If the clamp is too weak, the pressure forces the container open. Plastic escapes. If the clamp is too strong, the mold and machine are over-stressed.
Why Is Clamp Tonnage Important?
Ensuring Product Quality
Insufficient clamp tonnage causes:
- Flash: Molten plastic leaks between mold halves. In small plastic gears, flash interferes with meshing. In containers, flash creates sharp edges.
- Short shots or incomplete filling: Without enough counter-force, plastic may not reach all parts of the cavity. A container with an incomplete wall section is unusable.
Excessive clamp tonnage causes:
- Over-packing: Too much force packs plastic too tightly. Internal stresses build. A flat panel may warp as stresses release over time.
- Deformation: The part may not hold its intended shape.
Protecting Equipment
Insufficient clamp tonnage:
- Repeated mold opening under injection pressure wears mold prematurely. Cracks develop. Components misalign.
- Machine clamping mechanism—tie bars, hydraulic cylinders—experiences uneven stress. Tie bars may stretch or break, causing safety hazards and production stoppages.
Excessive clamp tonnage:
- Over-stresses mold and clamping system, accelerating wear.
- Consumes more energy, increasing operating costs.
How Do You Calculate Clamp Tonnage?
The Basic Formula
The fundamental formula for clamp tonnage is:
F = K × P × A
Where:
| Symbol | Meaning | Typical Range |
|---|---|---|
| F | Clamp tonnage (force) | Result in tons |
| K | Safety coefficient | 1.0 – 1.2 |
| P | Average pressure in mold cavity | 10 – 40 MPa (varies by material) |
| A | Projected area of part on parting line | cm² |
K (Safety coefficient): Accounts for variations in material, injection pressure, and other factors. Well-controlled processes may use 1.0. More variable settings may need 1.2.
P (Mold cavity pressure): The pressure molten plastic exerts on mold walls. Higher for viscous plastics. Lower for easy-flowing materials.
A (Projected area): The two-dimensional area of the part as seen along the mold parting line. For a rectangular part, this is length × width of the largest face.
What Factors Affect the Calculation?
Plastic Material Characteristics
Different plastics have different viscosities. Higher viscosity requires higher injection pressure, increasing mold cavity pressure (P).
| Material | Relative Viscosity | Typical Cavity Pressure (MPa) |
|---|---|---|
| LDPE | Low | 10 – 15 |
| PP | Low-medium | 15 – 25 |
| ABS | Medium | 20 – 30 |
| PC | High | 30 – 40 |
| PPS | Very high | 35 – 45 |
Mold Structure
Complex molds increase flow resistance, requiring higher injection pressure.
- Long, narrow runner systems
- Multiple small-diameter gates
- Thin-walled sections
- Intricate features
All increase pressure drop and raise required clamp tonnage. A mold with large projected area may need high tonnage even with low-pressure plastic.
Injection Speed
Faster injection speeds increase pressure on the mold. Doubling injection speed can increase cavity pressure by 30% to 50% . This requires higher clamp tonnage.
What Are the Clamp Tonnage Requirements for Different Products?
| Product Type | Projected Area (cm²) | Cavity Pressure (MPa) | Safety Coeff | Calculated Tonnage |
|---|---|---|---|---|
| Small precision parts (electronic connectors) | 5 – 20 | 30 – 40 | 1.2 | 0.4 – 1.0 tons |
| Medium consumer goods (plastic toys) | 50 – 150 | 25 – 30 | 1.1 | 1.5 – 5.0 tons |
| Large plastics (automotive bumpers) | 500 – 2000 | 15 – 25 | 1.0 | 7.5 – 50 tons |
Small precision parts: High cavity pressure fills complex, small cavities. Projected area is small, but high pressure still requires significant clamp force relative to size.
Medium consumer goods: Larger projected area but lower cavity pressure. Shape is simpler. Tolerances are looser. Moderate clamp tonnage required.
Large plastics: Massive projected area dominates. Cavity pressure is lower because plastic flows easily into large cavities. Still, large area requires substantial clamp tonnage.
Example Calculation
For a medium-sized plastic toy:
- Projected area (A) = 100 cm²
- Cavity pressure (P) = 28 MPa
- Safety coefficient (K) = 1.1
F = 1.1 × 28 × 100 = 3,080 kgf
Convert to tons (1 ton = 1,000 kgf):
3,080 kgf = 3.08 tons
What Does a Real-World Example Look Like?
A manufacturer produced automotive bumpers. The initial clamp tonnage was set at 15 tons. Parts showed flash at the parting line. Inspection revealed insufficient clamping force.
Recalculation showed:
- Projected area: 1,200 cm²
- Cavity pressure: 22 MPa
- Safety coefficient: 1.0
Required: 1.0 × 22 × 1,200 = 26,400 kgf = 26.4 tons
The machine was set to 28 tons. Flash disappeared. Parts met dimensional specifications. The higher tonnage also reduced warping by improving mold stability during cooling.
How Do You Know If Clamp Tonnage Is Sufficient?
Calculate Required Tonnage
Use the formula F = K × P × A. Compare with machine capacity.
Inspect Molded Parts
- Flash: Indicates insufficient clamp tonnage.
- Incomplete filling: May indicate insufficient clamp tonnage or other process issues.
- Warping or stress marks: May indicate excessive clamp tonnage or other issues.
Measure Actual Force
Use a force-measuring device on the clamping unit to verify actual force matches calculated requirements.
What Are Common Mistakes in Setting Clamp Tonnage?
| Mistake | Consequence |
|---|---|
| Ignoring safety coefficient | Underestimated tonnage → flash, incomplete filling |
| Not recalculating after mold changes | Mold modifications change projected area and flow resistance; old tonnage may be wrong |
| Assuming constant pressure for all materials | Different materials have different viscosities; cavity pressure varies significantly |
| Using same tonnage for all products | Each product has unique area, material, and geometry |
Conclusion
Clamp tonnage is the force that keeps the mold closed against injection pressure. It is calculated using the formula F = K × P × A.
Insufficient tonnage causes flash, incomplete filling, and mold damage. Excessive tonnage causes part deformation, equipment stress, and wasted energy.
Factors affecting calculation include plastic material viscosity (cavity pressure), mold complexity (flow resistance), and injection speed (pressure increase).
Different products require different tonnage. Small precision parts need high pressure despite small area. Large parts need high tonnage due to large projected area.
Accurate clamp tonnage ensures product quality, protects equipment, and optimizes production efficiency.
FAQ
How do I know if the clamp tonnage of my injection molding machine is sufficient?
Calculate required tonnage using F = K × P × A. Compare with machine capacity. During trial runs, inspect parts for flash, incomplete filling, or warping. If defects appear, tonnage may be insufficient. Use a force-measuring device to verify actual clamping force.
Can I use a lower clamp tonnage than calculated?
No. Lower tonnage causes flash, incomplete filling, and mold damage. Flash affects appearance and functionality. Incomplete filling creates defective parts. Repeated insufficient clamping wears mold and machine prematurely, increasing maintenance costs.
What are the common mistakes in setting clamp tonnage?
Ignoring the safety coefficient leads to underestimated tonnage. Not recalculating after mold changes—projected area and flow resistance change. Assuming constant cavity pressure for all materials—different viscosities require different pressures. Using the same tonnage for all products ignores variations in area, material, and geometry.
How does material viscosity affect clamp tonnage?
Higher viscosity materials require higher injection pressure to flow into the mold. This increases mold cavity pressure (P) in the formula. Low-viscosity LDPE may need 10–15 MPa. High-viscosity PPS may need 35–45 MPa. Higher cavity pressure requires higher clamp tonnage.
What is the safety coefficient and when should I use it?
The safety coefficient (K) accounts for unforeseen variations—material property fluctuations, injection pressure changes, measurement inaccuracies. Typical range is 1.0 to 1.2. Use 1.0 for well-controlled, stable processes. Use 1.2 for variable conditions or new, unproven processes.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology , we calculate clamp tonnage precisely for every project. We consider material viscosity, mold complexity, and projected area. Our machines are set to optimal tonnage—enough to prevent flash, not so much to waste energy or stress equipment.
We produce small precision parts, medium consumer goods, and large automotive components. Each gets the right clamp tonnage for its specific requirements.
Contact Yigu Technology today to discuss your injection molding project.