Understanding Doe Injection Molding
The Basics of Doe Injection Molding
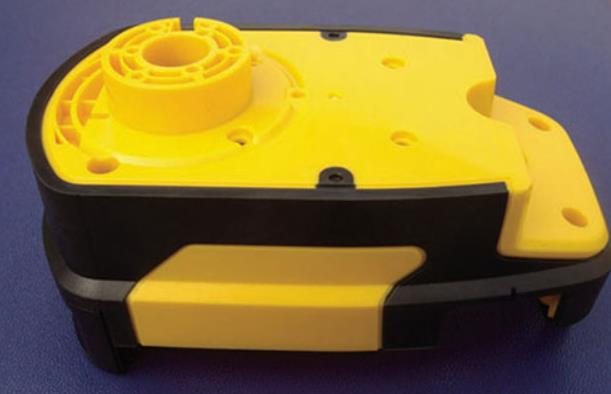
Doe Injection Molding, also known as injection molding, is a manufacturing process that has revolutionized the production of plastic parts. This process involves injecting molten plastic material into a mold cavity, where it cools and solidifies to take the shape of the mold.
The journey of plastic in Doe Injection Molding begins when plastic pellets are fed into a hopper. From there, they enter a heated barrel. As a screw rotates within the barrel, it not only pushes the plastic forward but also generates heat through friction, melting the plastic. Once fully melted, the plastic, now in a highly fluid state, is forcefully injected into a precisely designed mold cavity under high pressure. The mold, typically made of steel or aluminum, is cooled to facilitate the rapid solidification of the plastic. Once the plastic has hardened, the mold opens, and the newly formed plastic part is ejected, ready for further processing or assembly.
In the manufacturing industry, Doe Injection Molding holds a position of paramount importance. It is the go - to method for producing a vast array of plastic products, from the tiny components found in electronics to the large, complex parts used in automotive manufacturing. For instance, in the automotive industry, injection - molded parts such as bumpers, dashboards, and interior trim components are not only lightweight but also cost - effective to produce in high volumes. In the consumer goods sector, everything from toys to kitchen utensils is commonly made using this process.
Key Components in the Process
- Hopper: This is the starting point for the plastic material. It is a container that stores the plastic pellets and feeds them steadily into the injection molding machine. The design of the hopper can vary, but its main function is to ensure a continuous supply of raw material without any blockages. For example, some hoppers are equipped with agitators to prevent the pellets from bridging or clumping together.
- Screw: The screw is a crucial component within the injection molding machine. As it rotates inside the heated barrel, it performs multiple functions. It conveys the plastic pellets forward, melts them through a combination of heat from the barrel and frictional heat generated by the screw's rotation, and then pressurizes the molten plastic for injection into the mold. The length, pitch, and diameter of the screw are carefully designed based on the type of plastic being processed and the requirements of the injection process.
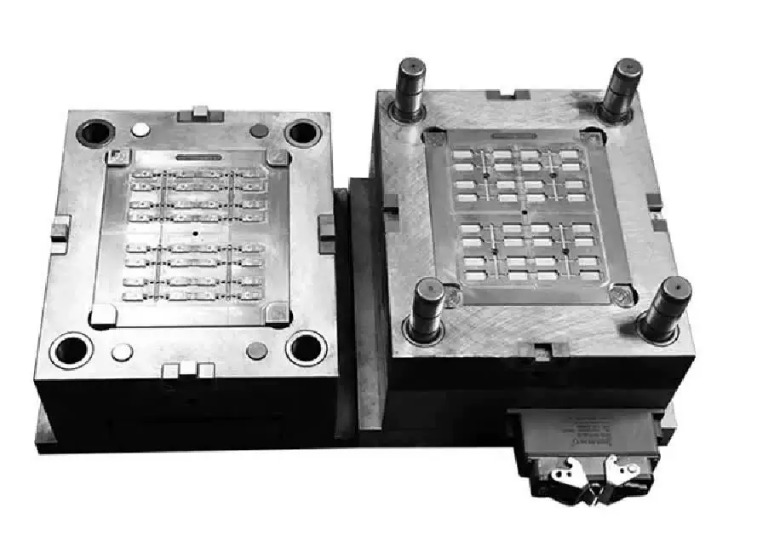
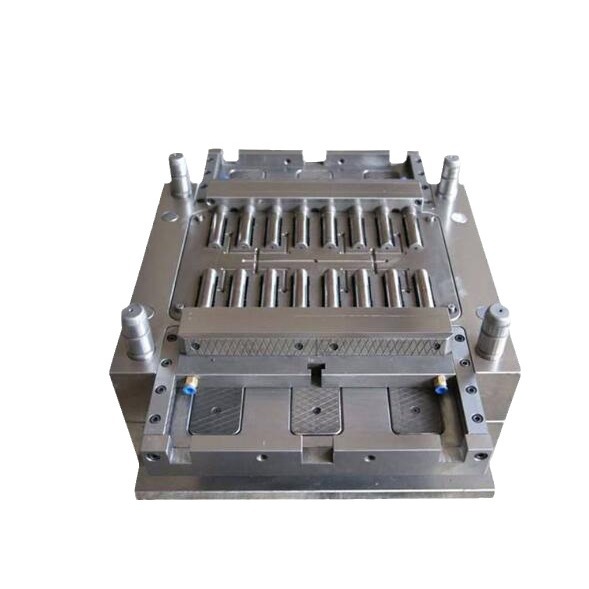
- Mold: The mold is the heart of the Doe Injection Molding process. It is custom - designed to create the specific shape of the final product. Molds can be simple two - part designs for basic shapes or highly complex multi - cavity molds for more intricate and high - volume production. They are made from materials like steel for durability and precision. For example, a mold for producing smartphone cases will have a cavity that precisely matches the shape of the case, including all the cutouts for buttons, ports, and camera lenses.
- Injection Nozzle: This is the point where the molten plastic exits the injection unit and enters the mold. The nozzle needs to have a precise design to ensure smooth and accurate injection of the plastic. It must be able to withstand high pressures and temperatures during the injection process.
- Hydraulic or Electric System: These systems power the movement of the injection unit and the opening and closing of the mold. Hydraulic systems use fluid pressure to generate force, offering high - power output for large - scale injection molding machines. Electric systems, on the other hand, are more energy - efficient and provide precise control over the movement, making them suitable for high - precision applications.
All these components work in harmony. The hopper supplies the plastic, the screw melts and pressurizes it, the injection nozzle delivers it to the mold, and the hydraulic or electric system controls the movement of the machine parts. Any malfunction or misalignment of these components can lead to defects in the final product, highlighting the importance of proper maintenance and calibration in Doe Injection Molding.
Strategies to Enhance Efficiency in Doe Injection Molding
Optimizing the Injection Process Parameters
In Doe Injection Molding, several injection process parameters play a crucial role in determining the efficiency and quality of the final product.
Injection Pressure: This is the force applied to push the molten plastic into the mold cavity. If the injection pressure is too low, the plastic may not fill the mold completely, resulting in short - shots. For example, when producing small, intricate plastic parts like those used in electronic components, insufficient pressure can lead to missing details in the final product. On the other hand, excessive injection pressure can cause flash (thin layers of plastic overflowing from the mold), increase the internal stress of the part, and even damage the mold. To optimize injection pressure, start with a base value recommended by the plastic material supplier and adjust it gradually based on trial runs. Analyze the quality of the produced parts; if there are signs of incomplete filling, slightly increase the pressure. If flash is present, reduce the pressure.
Injection Speed: The speed at which the molten plastic is injected into the mold affects the flow pattern and can impact the formation of defects such as air traps and weld lines. A slow injection speed may cause the plastic to cool prematurely, leading to a non - uniform fill and potential voids. In contrast, an overly fast injection speed can create turbulence in the molten plastic, trapping air and forming bubbles. For parts with complex geometries, a multi - stage injection speed can be beneficial. For instance, a higher speed can be used initially to quickly fill the large cavities, and then the speed can be reduced as the mold nears full capacity to ensure a smooth finish.
Temperature: There are two main temperature factors - the melt temperature and the mold temperature. The melt temperature determines the viscosity of the plastic. If the melt temperature is too low, the plastic will be highly viscous, making it difficult to flow into the mold cavity. This can lead to long injection times and potential flow marks on the part surface. Conversely, if the melt temperature is too high, the plastic may degrade, losing its mechanical properties and potentially discoloring. The mold temperature affects the cooling rate of the plastic. A lower mold temperature can result in faster cooling, which may cause warping or shrinkage issues. A higher mold temperature can lead to longer cycle times. For crystalline plastics like polyethylene, a higher mold temperature helps in achieving more uniform crystallization, reducing internal stress and improving the dimensional stability of the part.
By carefully tuning these parameters through experimentation and data - driven analysis, manufacturers can significantly enhance the efficiency of the Doe Injection Molding process.