1. Introduction
1.1 What are Injection Mold Core and Cavity?
In the world of injection molding, the injection mold core and cavity are the heart and soul of the entire operation. Think of them as the master architects behind every plastic product you see around you, from the sleek smartphone cases to the sturdy automotive parts.
The core is the part of the injection mold that forms the internal features of the plastic part. It's like the inner skeleton, determining the shape of holes, recesses, and any other internal structures. For example, when making a plastic bottle, the core would be responsible for creating the hollow interior.
On the other hand, the cavity is where the magic of shaping occurs on the outside. It's the negative impression of the final product's external shape. So, for that same plastic bottle, the cavity would define the outer curves, the thickness of the walls, and the overall appearance of the bottle.
2. The Core: Shaping the Inner Structure
2.1 Definition and Function
The core in an injection mold is a crucial component that plays a vital role in determining the internal structure of the plastic part. It is the positive - shaped part of the mold that forms the inside features such as holes, grooves, recesses, and any other internal cavities within the final product.
For example, when manufacturing a plastic pipe fitting with an internal thread, the core is designed to have the corresponding external thread shape. As the molten plastic is injected into the mold, it flows around the core, taking on the shape defined by the core for the internal structure while also conforming to the cavity for the outer shape. This process ensures that the final pipe fitting has the correct internal threading for connection purposes. In a plastic container with a hollow handle, the core creates the hollow space within the handle, allowing it to be lightweight and easy to grip.
2.2 Types of Cores
2.2.1 Integral Core
An integral core is a single, monolithic piece of the mold. It is characterized by its high strength and stability since it is not composed of multiple parts. This type of core is best suited for creating simple internal structures in plastic parts. For instance, in the production of a plastic toy block with a simple cylindrical hole in the center, an integral core can be used. The integral core is machined to have a cylindrical shape that matches the hole size and is then inserted into the mold.
One of the main advantages of an integral core is its ease of manufacturing for simple shapes. It can be machined from a single block of mold material, such as steel or aluminum, with high precision. This results in a consistent and accurate internal shape for the plastic part. However, when it comes to complex internal geometries, an integral core becomes less practical as it would be extremely difficult and costly to machine all the intricate details into a single piece.
2.2.2 Combined Core
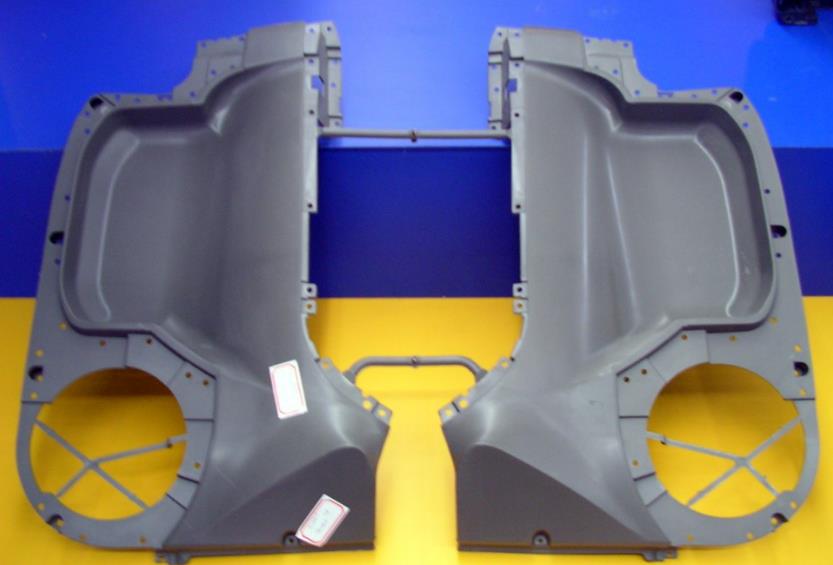
A combined core, as the name implies, is made up of multiple components that are assembled together to form the core. This type of core is essential when creating complex internal shapes in plastic parts. For example, in the production of an automotive engine cover with complex internal ribbing and cavities, a combined core can be used. Each component of the combined core is designed to create a specific part of the internal structure.
Let's take a case study of a company that manufactures plastic components for the aerospace industry. They needed to produce a part with a very complex internal cooling channel system. By using a combined core, they were able to break down the design of the core into smaller, more manageable parts. Each part was individually machined with high precision and then assembled together. This approach not only made the manufacturing process more feasible but also allowed for better control over the quality of the internal structure. The combined core approach reduced the production time by 30% compared to attempting to create a single integral core for the complex shape, and it also improved the dimensional accuracy of the internal cooling channels, resulting in better - performing parts.
2.2.3 Movable Core
A movable core is a core that can be moved relative to the rest of the mold during the injection molding process. Its primary function is to handle features such as undercuts or side holes in the plastic part. Undercuts are areas of the part that cannot be removed from the mold in a simple straight - line motion without interference.
For example, consider a plastic bottle cap with a side - locking mechanism that has an undercut. A movable core can be used to form this undercut. During the injection molding process, the movable core is in place to create the undercut shape as the plastic is injected. After the plastic has cooled and solidified, the movable core is retracted, either by a mechanical, hydraulic, or pneumatic mechanism. This allows the part to be ejected from the mold without damaging the undercut feature.
The operation of a movable core requires precise control. The movement of the core must be synchronized with the injection, cooling, and ejection phases of the molding process. If the core is retracted too early, the plastic may not have fully solidified, causing deformation of the part. On the other hand, if it is retracted too late, it can cause damage to the mold or the part during ejection. Additionally, the design of the movable core mechanism needs to be robust to withstand the high pressures and temperatures during the injection molding process.
3. The Cavity: Defining the Outer Form
3.1 Definition and Function
The cavity in an injection mold is the hollow, concave - shaped part that determines the external shape and dimensions of the plastic product. It is the negative impression into which the molten plastic is injected. For example, when manufacturing a plastic toy figure, the cavity is designed to have the exact outer shape of the toy, including all the details such as the facial features, body contours, and any external accessories.
The function of the cavity is multi - fold. Firstly, it imparts the desired aesthetic appearance to the product. The smoothness, texture, and any surface details of the cavity are replicated on the outer surface of the plastic part. In the case of a smartphone back cover, the cavity can be designed with a smooth, glossy finish or a textured grip area, enhancing the user experience. Secondly, the cavity ensures dimensional accuracy. Precise machining of the cavity's dimensions guarantees that the final product meets the required size specifications. If a plastic container has specific height, width, and diameter requirements for proper fit in a storage system, the cavity must be fabricated with extreme precision to achieve these dimensions.
3.2 Types of Cavities
3.2.1 Integral Cavity
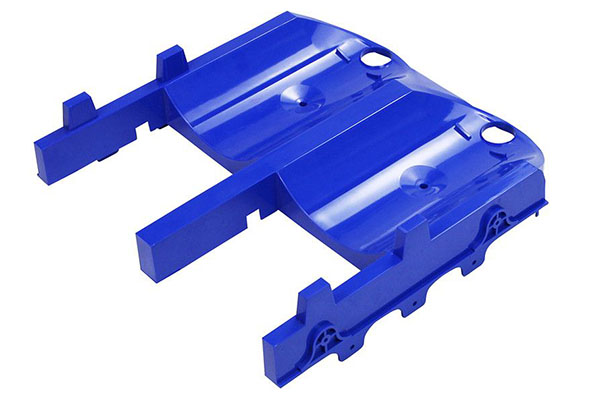
An integral cavity is a single, unified structure within the injection mold. It is machined from a single block of material, usually high - strength steel or aluminum alloy. One of the primary advantages of an integral cavity is its high rigidity. Since it is a single piece, it can withstand the high pressures exerted during the injection molding process without deformation. This makes it particularly suitable for high - pressure molding applications, such as the production of automotive engine components.
For instance, in the manufacturing of engine intake manifolds, which require high - pressure injection to ensure proper filling of complex shapes, an integral cavity can be used. The high rigidity of the integral cavity ensures that the manifold's outer shape, with its intricate channels and curves, is accurately reproduced. Additionally, the integral cavity offers better surface finish quality as there are no joints or seams that could potentially cause surface defects. However, the manufacturing process of an integral cavity can be time - consuming and costly, especially for complex shapes, as it involves extensive machining operations on a large block of material.
3.2.2 Combined Cavity
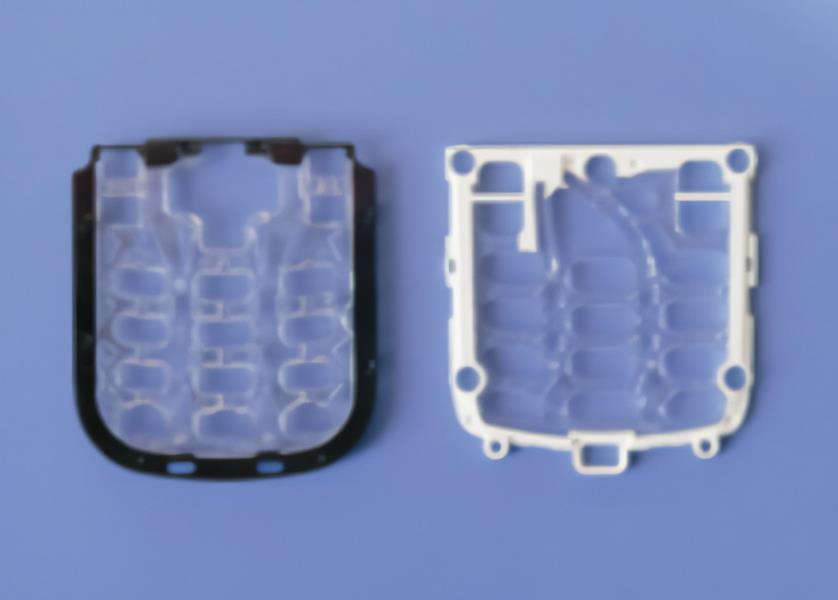
A combined cavity, also known as a split or modular cavity, is composed of multiple components that are assembled together to form the cavity. This type of cavity is highly beneficial when manufacturing parts with complex external geometries. Consider the production of a plastic component for a medical device that has a very intricate outer shape with multiple undercuts, sharp corners, and detailed surface features.
By using a combined cavity, the mold maker can break down the complex shape into smaller, more manageable parts. Each component of the combined cavity is designed to create a specific part of the external structure. For example, one part of the combined cavity may be responsible for creating the outer shell of the medical device, while another component forms the detailed surface texture. This approach simplifies the manufacturing process as each component can be machined separately with greater precision.
In the case of a large - scale production of plastic furniture parts, if the part has a complex curved shape and a large surface area, a combined cavity can be used. The individual components of the combined cavity can be easily replaced in case of wear or damage, reducing the overall maintenance cost of the mold. A study showed that for molds with combined cavities used in the production of plastic furniture, the maintenance cost was reduced by 40% compared to molds with integral cavities, mainly due to the ease of component replacement.
4. Core and Cavity: A Comparative Analysis
4.1 Structural Differences
The core and cavity have distinct structural characteristics, which are crucial for their functions in the injection molding process. Here is a comparison presented in a table:
| Aspect | Core | Cavity |
| Shape | Typically has a positive shape, with protrusions and features that will form the internal parts of the plastic product. For example, it may have cylindrical shapes for creating holes or threaded sections for internal threads. | Has a negative shape, being a hollow, concave structure that matches the external shape of the final product. It could be a complex shape like the outer body of a smartphone case, with all its curves and details. |
| Position in the Mold | Is usually located on the movable half of the mold, which allows for easier ejection of the plastic part after molding. However, in some cases, it can also be on the fixed side depending on the design requirements. | Is often on the fixed half of the mold. This setup helps in the smooth injection of molten plastic and provides stability during the molding process. |
| Complexity of Features | Can have very complex features, especially when creating intricate internal structures. For instance, in a plastic component with multiple internal channels, the core will have corresponding complex shapes to form these channels. | While it can also have complex shapes, the complexity is more related to the external aesthetics and overall form of the product. For example, a cavity for a high - end cosmetic container may have fine surface textures and detailed patterns for an attractive appearance. |
4.2 Function Differences
The functions of the core and cavity are complementary, yet distinct, as they are responsible for different aspects of the plastic part's final form.
Core Function:
The core is mainly responsible for creating the internal features of the plastic part. This includes holes, recesses, internal ribs, and any other internal structures that are essential for the part's functionality. For example, in a plumbing fitting, the core forms the internal channels through which water will flow. Without a properly designed core, the internal functionality of the product would be severely compromised. It acts as the internal framework, ensuring that the plastic part can perform its intended task, whether it's providing structural support from the inside or creating spaces for other components to fit in.
Cavity Function:
The cavity, on the other hand, defines the outer form of the plastic part. It determines the product's overall shape, size, surface finish, and any external details. For a plastic toy, the cavity gives the toy its recognizable shape, color (if color - injection is involved), and surface texture. A well - designed cavity is crucial for the product's marketability, as the outer appearance is often the first thing a consumer notices. It also plays a significant role in ensuring dimensional accuracy, which is vital for proper assembly with other parts in some cases.
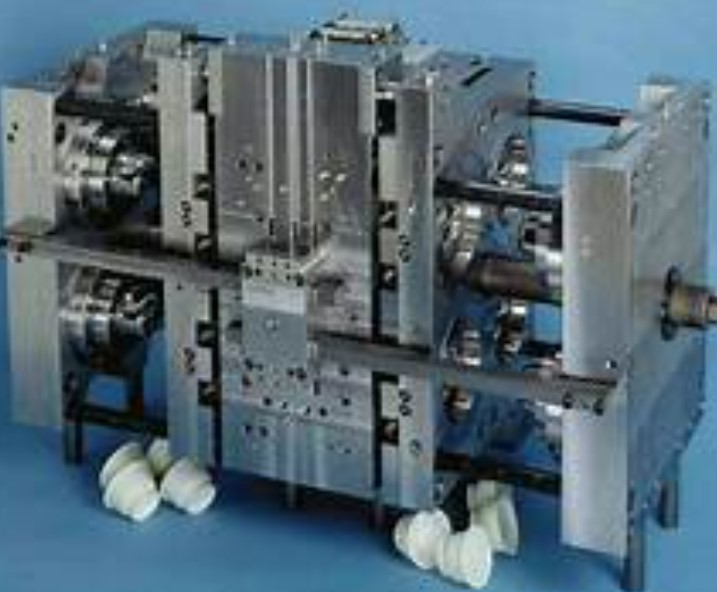
4.3 Manufacturing Process Differences
The manufacturing processes for cores and cavities have several differences, mainly due to their structural and functional requirements.
Core Manufacturing:
- Material Selection: Cores often require materials with high strength and wear resistance, especially when creating complex internal features. High - speed steel or carbide - tipped materials are commonly used. For example, when making a core for a part with fine internal threads that will experience a lot of stress during use, carbide - tipped steel can withstand the forces better than regular steel.
- Machining Difficulty: Manufacturing cores can be more challenging when they have complex geometries. CNC machining with multi - axis capabilities is often required to create the precise internal features. EDM (Electrical Discharge Machining) may also be used for creating intricate shapes that are difficult to machine conventionally. For instance, if a core has very small and deep holes, EDM can accurately create these holes without the risk of tool breakage that may occur in traditional machining.
- Heat Treatment: Cores may need heat treatment to improve their hardness and durability. This is especially important when they are used to create parts that will be subjected to high pressures or abrasive forces during their use. Heat treatment can enhance the core's resistance to wear and deformation, ensuring a longer lifespan.
Cavity Manufacturing:
- Material Selection: Cavities are typically made from materials that can achieve a high - quality surface finish, such as pre - hardened steel or aluminum alloys. Pre - hardened steel is popular for its ability to maintain its shape under high injection pressures while still allowing for precise machining to achieve the desired surface smoothness. Aluminum alloys are sometimes used for their lightweight and good thermal conductivity, which can help with the cooling process during molding, especially for products with large surface areas.
- Machining Difficulty: The focus in cavity machining is on achieving a very smooth and accurate surface finish. Precision grinding and polishing operations are often required after the initial machining. For example, in the production of a cavity for a high - gloss plastic product, the surface finish of the cavity must be extremely smooth to ensure that the final product has a flawless, shiny appearance. Any surface imperfections in the cavity will be transferred to the plastic part.
- Surface Treatment: Cavities may undergo surface treatments like electropolishing or chrome plating to improve their surface finish and corrosion resistance. Electropolishing can remove any micro - roughness on the cavity surface, resulting in a mirror - like finish. Chrome plating not only enhances the surface appearance but also provides protection against corrosion, which is important as the cavity is exposed to various chemicals during the injection molding process.
6. Yigu Technology's Perspective
As a non - standard plastic metal products custom Supplier, Yigu Technology has in - depth insights into injection mold core and cavity.
Material Selection: Yigu Technology emphasizes the importance of choosing the right materials. For cores, when dealing with high - stress applications, high - speed steel or carbide - tipped materials are preferred. In the case of producing a plastic part with very fine internal features that need to withstand continuous pressure during the injection process, these materials can ensure long - term durability. For cavities, pre - hardened steel or aluminum alloys are often selected. Aluminum alloys are used for their lightweight nature and good thermal conductivity in products with large surface areas, like some large - scale plastic panels.
Manufacturing Process: The company has mastered advanced manufacturing techniques. In core manufacturing, multi - axis CNC machining and EDM are commonly used to handle complex geometries. For example, when creating a core with intricate internal channels, EDM can precisely carve out these channels. In cavity manufacturing, precision grinding and polishing are carried out to achieve a high - quality surface finish, which is crucial for products with high - gloss requirements.