Introduction
The injection production process is the backbone of modern plastic manufacturing. It transforms raw plastic pellets into finished products—from tiny medical components to large automotive parts—with remarkable speed and precision. The process combines heat, pressure, and precise timing to create complex shapes that would be impossible or uneconomical with other methods.
Understanding the injection production process is essential for anyone involved in product design, manufacturing, or quality control. Each stage—from material preparation to ejection—affects the final part’s quality, dimensions, and performance.
This guide provides a comprehensive overview of the injection production process. You will learn the key stages, critical parameters, material selection, mold design considerations, and common defects. By the end, you will understand how each element contributes to successful production.
What Is the Injection Production Process?
The injection production process is a manufacturing method where molten plastic is injected into a mold cavity under high pressure. The plastic cools and solidifies, taking the shape of the cavity. The process repeats rapidly, producing thousands or millions of identical parts.
The Basic Cycle
The injection production cycle consists of four main stages:
- Plasticization – Melting the plastic material
- Injection – Forcing molten plastic into the mold
- Cooling – Solidifying the plastic
- Ejection – Removing the finished part
Step-by-Step Breakdown
Step 1: Material Preparation
Raw plastic pellets are dried to remove moisture. Even small amounts of moisture can cause defects—voids, splay marks, or reduced strength. For hygroscopic materials like nylon or ABS, drying is essential.
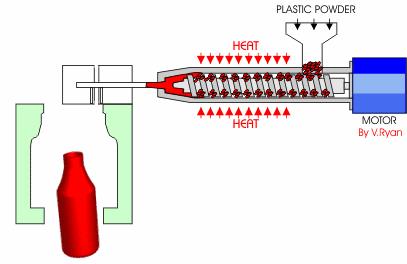
Step 2: Plasticization
Pellets feed from a hopper into a heated barrel. A rotating screw conveys them forward while external heaters raise the temperature. The screw also generates frictional heat, completing the melting process. The result is a homogeneous, molten plastic ready for injection.
Step 3: Injection
The screw moves forward like a plunger, forcing the molten plastic through a nozzle and into the closed mold cavity. High pressure—typically 50–200 MPa—ensures the plastic fills every detail of the cavity.
Step 4: Cooling and Solidification
The plastic cools inside the mold, solidifying into the shape of the cavity. Cooling channels circulate water or other coolant to remove heat efficiently. Proper cooling ensures dimensional stability and prevents warpage.
Step 5: Ejection
The mold opens, and ejector pins push the finished part out. The part may then undergo post-processing like trimming or assembly.
What Are the Key Stages of Injection Production?
Each stage requires precise control to achieve consistent quality.
Plasticization
Plasticization is the melting stage. The screw rotates, conveying pellets forward while barrel heaters raise the temperature.
| Parameter | Typical Range | Impact |
|---|---|---|
| Screw speed | 50–150 RPM | Higher speed increases melting rate but risks overheating |
| Barrel temperatures | Material-dependent | Gradual increase from feed zone to nozzle |
| Back pressure | 5–15 bar | Improves melt homogeneity; too high causes overheating |
Temperature profile example for ABS:
- Feed zone: 180–200°C
- Compression zone: 200–220°C
- Metering zone: 220–230°C
- Nozzle: 210–220°C
Injection
The injection stage forces molten plastic into the mold cavity.
| Parameter | Typical Range | Effect |
|---|---|---|
| Injection pressure | 50–200 MPa | Higher for thin walls or complex geometries |
| Injection speed | 20–100 mm/s | Faster reduces fill time; too fast causes air traps |
| Switchover point | 95–99% fill | When to switch from speed to pressure control |
Finding the right balance:
- Too low pressure or speed = short shots (incomplete parts)
- Too high pressure = flash (excess plastic at parting line)
- Too high speed = air entrapment, jetting, material degradation
Cooling and Solidification
Cooling accounts for 50–80% of the total cycle time. Efficient cooling is essential for productivity.
| Factor | Impact |
|---|---|
| Cooling time | Too short = warpage; too long = reduced efficiency |
| Mold temperature | Affects cooling rate, surface finish, and internal stress |
| Cooling channel design | Uniform cooling prevents warpage |
Typical mold temperatures:
- Polypropylene (PP): 30–70°C
- ABS: 40–80°C
- Polycarbonate (PC): 70–100°C
Ejection
Ejection must remove the part without damage.
| Consideration | Guideline |
|---|---|
| Ejector pin placement | Distribute evenly; avoid thin sections |
| Ejection force | Sufficient to remove part; not so high as to deform it |
| Draft angles | 1–2° minimum; 2–3° for textured surfaces |
| Release agents | Used when parts stick; apply sparingly |
How Does Material Selection Affect the Process?
Material choice influences every aspect of injection production.
Common Injection Molding Materials
| Material | Melting Range | Key Properties | Applications |
|---|---|---|---|
| Polypropylene (PP) | 160–170°C | Good flow; chemical resistance; flexible | Containers; automotive parts; living hinges |
| Polyethylene (PE) | 110–130°C | Easy processing; chemical resistance | Bottles; pipes; packaging |
| ABS | 200–230°C | Impact resistance; good surface finish | Electronics housings; toys; automotive trim |
| Polycarbonate (PC) | 260–300°C | High strength; transparency; heat resistance | Lenses; medical devices; safety equipment |
| Nylon (PA) | 240–280°C | Strong; wear-resistant; requires drying | Gears; structural parts |
| Acetal (POM) | 180–210°C | Low friction; dimensional stability | Gears; precision components |
Material Characteristics Affecting Processing
| Property | Impact on Process |
|---|---|
| Melt flow index (MFI) | Higher MFI = better flow; lower MFI = higher pressure needed |
| Moisture sensitivity | Hygroscopic materials require drying to prevent defects |
| Shrinkage rate | Affects mold dimensions and final part size |
| Thermal stability | Narrow processing window requires precise temperature control |
How Does Mold Design Influence Production?
The mold is the most critical tool in injection production. Its design directly affects part quality, cycle time, and tool life.
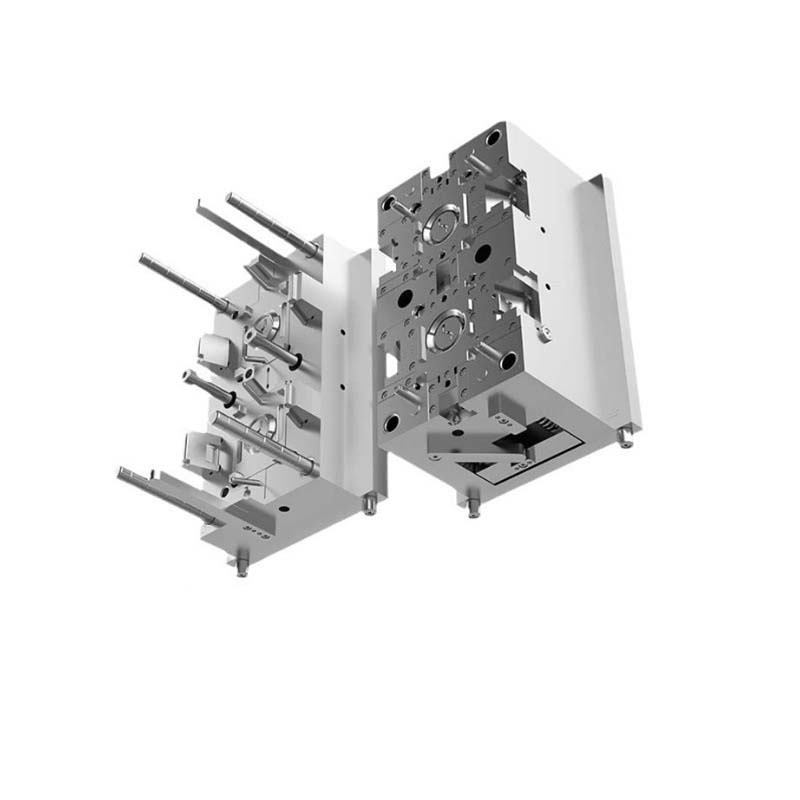
Mold Structure
| Component | Function |
|---|---|
| Cavity and core | Form the part shape |
| Runner system | Delivers plastic from nozzle to cavity |
| Gate | Entry point to cavity; controls flow |
| Cooling channels | Remove heat for solidification |
| Ejection system | Removes finished part |
| Venting | Allows air to escape during fill |
Gate Types and Their Effects
| Gate Type | Best For | Impact on Part |
|---|---|---|
| Direct gate | Large parts; low cosmetic requirements | Large vestige; high pressure |
| Pin gate | Cosmetic surfaces; small parts | Small mark; requires three-plate mold |
| Edge gate | General purpose | Visible mark; easy to trim |
| Submarine gate | Automatic degating | Self-trimming; higher mold complexity |
| Fan gate | Thin, wide parts | Even flow; reduces stress |
Cooling Channel Design
Best practices:
- Place channels 8–12 mm from cavity surface
- Use turbulent flow for efficient heat transfer
- Balance channel lengths for uniform cooling
- Consider conformal cooling for complex geometries
What Process Parameters Must Be Controlled?
Process parameters determine whether parts are consistent and defect-free.
Parameter Effects
| Parameter | Low Setting Effect | High Setting Effect |
|---|---|---|
| Injection pressure | Short shots; incomplete filling | Flash; over-packing; high stress |
| Injection speed | Flow marks; weld lines; premature freeze | Air entrapment; jetting; degradation |
| Melt temperature | Poor flow; unmelted particles; weak parts | Degradation; discoloration; brittle parts |
| Mold temperature | Rapid cooling; warpage; internal stress | Longer cycles; sticking; poor surface |
| Holding pressure/time | Shrinkage; sink marks | Over-packing; stress; longer cycles |
Process Window
Each material has an optimal processing window. Staying within this window ensures consistent quality.
Example: ABS processing window
- Melt temperature: 200–250°C
- Mold temperature: 40–80°C
- Injection pressure: 70–120 MPa
- Injection speed: Moderate (30–60 mm/s)
What Are Common Defects and How Do You Fix Them?
Understanding defects helps you troubleshoot quickly.
Common Defects
| Defect | Appearance | Likely Cause | Solution |
|---|---|---|---|
| Short shot | Incomplete part | Low pressure/temp; insufficient material | Increase pressure/temp; check shot size |
| Flash | Thin plastic at parting line | Excessive pressure; worn mold | Reduce pressure; repair mold |
| Sink marks | Depressions on thick sections | Insufficient holding pressure | Increase holding pressure/time |
| Warpage | Twisted or bowed part | Uneven cooling; internal stress | Balance cooling; reduce stress |
| Flow marks | Wavy pattern on surface | Slow injection; low melt temp | Increase speed; raise temperature |
| Weld lines | Visible line where flows meet | Low temp; multiple gates | Increase temperature; optimize gate location |
| Burn marks | Black streaks | Trapped air; degradation | Add vents; reduce injection speed |
| Voids | Internal bubbles | Moisture; insufficient packing | Dry material; increase holding pressure |
How Do You Optimize Cycle Time?
Cycle time directly affects production output and cost.
Cycle Time Components
| Component | Typical Share | Optimization Focus |
|---|---|---|
| Injection | 5–15% | Fill speed; switchover point |
| Holding | 10–20% | Gate freeze-off time |
| Cooling | 50–80% | Cooling channel design; mold temperature |
| Mold open/eject | 5–10% | Machine speed; robot coordination |
Cooling Optimization
Cooling is the largest component. Strategies to reduce cooling time:
- Use conformal cooling channels that follow part shape
- Place cooling channels closer to cavity (within mold strength limits)
- Ensure turbulent flow (Reynolds number >4,000) for efficient heat transfer
- Balance cooling across cavity to prevent warpage
What Role Does Automation Play?
Automation improves consistency and reduces labor costs.
Common Automation
| Application | Benefit |
|---|---|
| Robotic part removal | Consistent extraction; reduced cycle time |
| Automated degating | Removes runners without manual labor |
| Vision inspection | 100% quality checks at production speed |
| Material handling | Automated drying and feeding |
| Mold change systems | Quick changeovers for different products |
Conclusion
The injection production process is a sophisticated manufacturing method that transforms raw plastic pellets into finished products through a precisely controlled cycle. Success depends on understanding and controlling each stage:
- Plasticization – Proper melting ensures homogeneous material
- Injection – Correct pressure and speed fill the cavity completely
- Cooling – Uniform solidification prevents defects
- Ejection – Gentle removal preserves part integrity
Material selection, mold design, and process parameters must work together. When optimized, injection production delivers consistent, high-quality parts at competitive costs—from thousands to millions of units.
Frequently Asked Questions (FAQ)
What are common defects in injection production and how do you solve them?
Common defects include short shots (increase injection pressure or speed), flash (reduce pressure; repair mold), warpage (balance cooling; reduce stress), and sink marks (increase holding pressure/time). Each defect has specific causes and solutions; systematic troubleshooting identifies the root cause.
How do you choose the right plastic material for injection production?
Consider the product’s application (mechanical, thermal, chemical requirements), mechanical properties (strength, flexibility, impact), processing characteristics (flow, drying, thermal stability), and cost. For example, ABS offers impact resistance for housings; PP provides chemical resistance for containers; PC delivers strength and clarity for lenses.
Can injection production be used for small-batch production?
Yes, though injection molding is traditionally associated with high volumes. For small batches, manufacturers use aluminum molds (lower cost, faster lead time) instead of hardened steel. Rapid tooling and prototype molds can produce 1,000–10,000 parts economically. Some manufacturers also share mold costs across multiple customers or use flexible machines that handle smaller runs efficiently.
What is the typical cycle time for injection molding?
Cycle time varies widely based on part size, wall thickness, and material. Small, thin parts can cycle in 10–20 seconds. Medium parts typically take 30–60 seconds. Large, thick parts may require 2–5 minutes. Cooling accounts for 50–80% of cycle time; optimizing cooling channels is the most effective way to reduce cycle time.
How does mold temperature affect part quality?
Mold temperature affects cooling rate, surface finish, internal stress, and cycle time. Lower mold temperatures cause faster cooling, which can increase internal stress and warpage but reduce cycle time. Higher mold temperatures improve surface finish and reduce stress but extend cycle time. The optimal mold temperature balances quality requirements with production efficiency.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we have extensive experience in the injection production process. Our facility is equipped with advanced injection molding machines, precision mold-making capabilities, and automated systems to ensure consistent, high-quality production.
Our capabilities include:
- Full-service injection molding – From material selection to finished parts
- Precision mold design and manufacturing – Aluminum and steel molds
- Process optimization – Scientific molding; in-process monitoring
- Wide material range – Commodity to engineering thermoplastics
- Quality assurance – Dimensional inspection; mechanical testing
- Volume flexibility – From prototypes to high-volume production
We serve automotive, medical, electronics, and consumer goods industries with custom injection-molded components. Our team works with you from design through production to ensure your parts meet specifications.
Contact us today to discuss your injection production project. Let our expertise help you achieve quality and efficiency at scale.