The seemingly prosaic double-plate injection mold, a cornerstone of plastic parts manufacturing, belies a complexity far exceeding its straightforward nomenclature. While its simplicity facilitates widespread adoption, a deeper examination reveals nuanced design considerations and inherent limitations that significantly impact its efficacy and longevity. This discourse will dissect the double-plate mold, moving beyond superficial descriptions to explore its operational intricacies, inherent trade-offs, and the strategic implications of its selection.
The fundamental architecture is deceptively basic: a fixed and a movable plate, their precise interplay orchestrating the metamorphosis of molten polymer into a defined form. However, the seemingly straightforward process masks a subtle dance of pressure, temperature, and material properties, demanding a sophisticated understanding of polymer rheology and heat transfer dynamics. The injection process itself, while seemingly instantaneous, involves a complex interplay of shear forces, pressure gradients, and cooling kinetics that directly influence the final part's dimensional accuracy, structural integrity, and surface finish.
The purported advantages – simplicity, ease of maintenance, and lower initial cost – must be critically evaluated against its inherent limitations. While initial investment is reduced, the often-shorter mold life necessitates more frequent replacements, potentially negating long-term cost savings. Furthermore, the inherent limitations in complexity severely restrict its applicability. Large or intricately designed parts often prove intractable, demanding the more sophisticated, and costly, multi-plate configurations. The seemingly straightforward "simple structure" masks a complex interplay of tolerances and material selection that directly impacts the mold's lifespan and the consistency of the produced parts.
Applications, while seemingly ubiquitous across household appliances, automotive components, and electronics, demand a nuanced understanding of the mold's limitations. The selection of a double-plate mold is not a trivial decision; it represents a strategic compromise between cost, complexity, and production volume. The choice is dictated by a careful weighing of the desired part geometry, required production quantities, and acceptable tolerances.
Design considerations extend far beyond the simplistic notion of "mold size and shape." Material selection, encompassing both the mold material itself and the injected polymer, is crucial. The cooling system design, often overlooked, profoundly impacts cycle time, part quality, and overall productivity. Furthermore, the precise engineering of the parting line, gate locations, and ejection mechanisms necessitates a deep understanding of stress distribution and potential warping during the cooling phase.
Illustrative examples, while helpful, must be interpreted cautiously. The successful application of a double-plate mold is not solely dependent on the part's geometry but also on the chosen materials and process parameters. A seemingly straightforward part might necessitate significant design modifications to ensure successful molding within the constraints of a double-plate configuration.
Selecting a reliable injection mold service provider requires more than cursory due diligence. A thorough assessment of their expertise in mold design, material science, and process optimization is paramount. The provider's track record, their understanding of the inherent limitations of double-plate molds, and their ability to navigate the complexities of material selection and process optimization are critical factors in ensuring a successful outcome. The choice is not merely about cost; it's about mitigating risk and maximizing the return on investment.
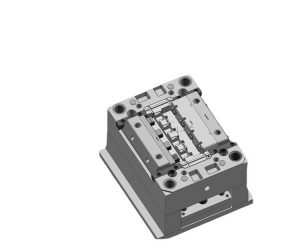
What is Two Plate Injection Mould?
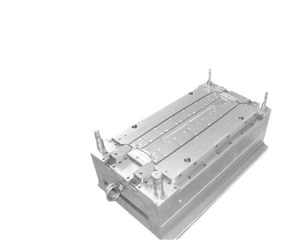
Two plate injection mould is the primary and simplest injection mould structure. It has a very straightforward manufacturing process and generally has the fewest number of moving parts. Two plate injection mould splits into a movable half and fixed half when the mould opens. The movable half is attached to the moving platen on the injection machine, while the fixed half is attached to the stationary platen. The two halves are held together by clamping forces during the injection moulding process.
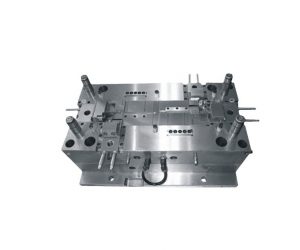
The main components of a two plate injection mould are:
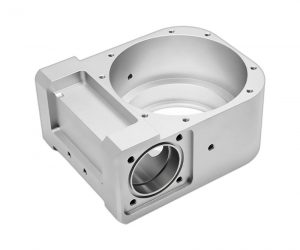
- Cavity: The cavity is the hollow space in the fixed half of the mould that forms the shape of the plastic part.
- Core: The core is the solid part in the movable half of the mould that fits into the cavity and forms the inner shape of the plastic part.
- Sprue: The sprue is the channel that connects the nozzle of the injection machine to the runner system.
- Runner: The runner is the network of channels that distributes the molten plastic from the sprue to the gate.
- Gate: The gate is the opening that allows the molten plastic to enter the cavity from the runner.
- Ejector pins: The ejector pins are rods that push the plastic part out of the core when the mould opens.
Advantages and Disadvantages of Two Plate Injection Mould
Two plate injection mould has some advantages and disadvantages compared to other types of injection moulds, such as three plate mould or hot runner mould. Some of them are:
Advantages
- Simple and low-cost design: Two plate injection mould has a simple structure with fewer components and moving parts, which makes it easier and cheaper to design, manufacture, and maintain.
- Less lead time: Two plate injection mould has a shorter production cycle than other types of injection moulds, which reduces the lead time and improves efficiency.
- Lower cycle time: Two plate injection mould has a faster cooling time than other types of injection moulds, which lowers the cycle time and increases productivity.
Disadvantages
- The parting line must align with the gate: In a multi-cavity two plate injection mould, the runner and gate must be in the parting line to ensure runner and gate ejection when the mould opens. This may limit the flexibility in gate location and affect the appearance and quality of the plastic part.
- Molten plastic flow balancing is challenging: In a multi-cavity two plate injection mould, it is difficult to balance the molten plastic flow among different cavities, which may cause uneven filling, pressure loss, or defects in some plastic parts.
- Material wastage: Two plate injection mould uses a cold runner system, which means that every shot produces a solidified runner that needs to be trimmed and recycled. This increases material wastage and cost.
Applications of Two Plate Injection Mould
Two plate injection mould is suitable for producing simple or symmetrical plastic parts with low or medium complexity and volume. Some examples of applications are:
- Consumer products: Such as toys, household items, kitchenware, etc.
- Electrical products: Such as switches, sockets, connectors, etc.
- Medical products: Such as syringes, test tubes, etc.
Design Considerations for Two Plate Injection Mould
When designing a two plate injection mould, some factors need to be considered to ensure optimal performance and quality. Some of them are:
- Mould material: The choice of mould material depends on the plastic material, part geometry, production volume, and mould life. Common mould materials are steel and aluminum, which have different properties and costs.
- Cavity and core design: The cavity and core design should match the plastic part design and ensure proper filling, cooling, and ejection. The cavity and core should also have adequate strength, rigidity, and wear resistance to withstand the injection pressure and temperature.
- Runner and gate design: The runner and gate design should ensure a smooth and balanced molten plastic flow to the cavity, as well as minimize pressure loss, material wastage, and defects. The runner and gate size, shape, location, and type should be carefully selected based on the plastic material, part geometry, and mould structure.
- Ejector pin design: The ejector pin design should ensure a smooth and complete ejection of the plastic part from the core, as well as prevent damage or deformation to the plastic part. The ejector pin size, shape, location, and number should be carefully selected based on the plastic material, part geometry, and mould structure.
How to Choose a Reliable Injection Moulding Service Provider
Injection moulding is a complex and precise process that requires high-quality injection moulds and machines, as well as skilled operators and engineers. Therefore, choosing a reliable injection moulding service provider is crucial for ensuring the success of your plastic parts production project.
Here are some tips on how to choose a reliable injection moulding service provider:
- Check their portfolio: A good injection moulding service provider should have a portfolio of previous projects that showcase their capabilities and experience in different types of injection moulds and plastic parts. You can also ask for samples or references from their past or current customers to verify their quality and reputation.
- Compare their prices: A good injection moulding service provider should offer competitive prices that reflect their value and quality. You can compare their prices with other providers or industry standards to see if they are reasonable and transparent. You can also ask for a detailed quotation that breaks down the cost of each component and service.
- Evaluate their communication: A good injection moulding service provider should have clear and effective communication with you throughout the project. They should listen to your requirements and expectations, provide professional advice and feedback, update you on the progress and status of the project, and respond to your questions and concerns promptly and politely.
Conclusion
Let's talk about two-plate injection molds. They're a straightforward and budget-friendly way to make plastic bits that aren't too fancy or complex. What's great about them? They're simple to design, you get them faster, and they work quicker than some other types. But hey, they've got their downsides too – like limited gate spots, tricky flow balance, and a bit of material waste.
Two-plate molds are perfect for making straightforward or even parts that need to be the same on both sides, like everyday items, electronics, or medical stuff. When you're planning one, think about what materials to use, how to set up the cavity and core, where the runners and gates go, and how the ejector pins should be designed.
Picking a good injection molding partner is key. Check out their past work, compare prices, and see if they communicate well. That's important!
We hope this post gave you a clearer picture of two-plate injection molds. Got questions or thoughts? Or maybe you need help with your molding project? Just reach out! We've been in the game for over ten years, crafting top-notch molds and plastic bits for all sorts of industries. Our team of pros can handle any project quickly and accurately. Plus, we offer great prices, speedy deliveries, and awesome customer care. Get in touch today for a free quote on your injection molding needs!