Mold Design & Making
What exactly can we do

Drawing design and die structure optimization
>Provide samples, drawings and requirements, and provide drawing optimization and design support and efficiency
>Good at optimizing injection mold structure and providing high-efficiency mold development services
Mold manufacturing, mold sample development
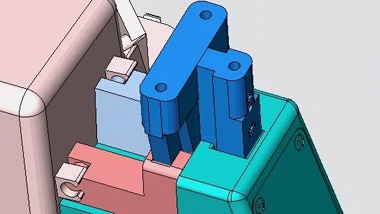
>According to the requirements of product structure and product performance, reasonably design the mold structure and cooperate with 3D software for mold flow analysis
>Use 3D laser plate printing to make your samples meet the requirements at one time

Product mass production of injection molded parts
>Batch production after sample confirmation
>With a complete production management team and equipment, it can deliver on time and quickly as soon as one week

External model test, iteration and collaboration
>Install and adjust the mold, analyze and solve the common defects of injection molding parts
>Provide efficient collaborative support for mold improvement / perfection
Mold Making Processing capacity
Choose us, these problems will be solved
Strong new product design ability
- We are good at product structure optimization, works closely with many world design institutions, and provides more cost-effective design solutions for the top 500

Complete production team
- With more than 30 skilled and experienced production and processing teams, we can deal with all kinds of emergencies and product injection defects in a short time

High quality precision equipment
- It has more than 10 sets of CNC processing, EDM, daily precision machine, other tonnage molds and injection molding equipment to reduce tolerance

10+ years of injection mold making experience
- It has accumulated experience in mold development, design and injection molding in dozens of industries such as electronics, intelligence and new energy
Injection Mold Equipment display
Accelerate new product development and ensure continuous and stable injection molding production





Finished Plastic Part Products Display
China Precision reputation witness








FAQs List of Plastic Injection Mold Services
What is an injection mold?
An injection mold is a tool used to produce plastic parts through the injection molding process.
An injection mold is a tool that allows for the production of parts by injecting molten material, usually plastic, into a shaped cavity. The material then cools and hardens, forming the desired shape of the part. Injection molding is a common manufacturing process that can produce thousands of identical items in a short time.
To make an injection mold, a mold-maker needs to design and machine a metal mold, usually made of steel or aluminium, that has the features and dimensions of the part to be produced. The mold has two halves that open and close, and one or more cavities where the material is injected. The mold also has cooling lines that circulate water or oil to reduce the cooling time of the material.
Injection molding requires careful consideration of the design of the part, the material of the part and the mold, and the properties of the molding machine. Some factors that affect the quality and cost of injection molding are: the number of parts to be produced, the complexity and geometry of the part, the type and amount of material used, the temperature and pressure of the injection process, and the durability and maintenance of the mold.
What materials are commonly used to make injection molds?
Injection molds can be made from a variety of materials including steel, aluminum, and copper alloys.
Injection molding is a process that can produce plastic parts with complex shapes and high dimensional accuracy. Injection molding involves injecting molten plastic into a mold cavity, where it cools and solidifies into the desired shape. The mold cavity is usually made of metal, such as steel or aluminum, and can be designed to produce multiple parts in one cycle.
There are many types of plastic materials that can be used for injection molding, depending on the properties and requirements of the final product. Some of the most common injection molding materials are:
- Polypropylene (PP): This is a versatile and low-cost material that has good resistance to chemicals, heat, and fatigue. PP is widely used for injection molding applications such as packaging, containers, automotive parts, household appliances, and medical devices.
- Acrylonitrile Butadiene Styrene (ABS): This is a tough and impact-resistant material that has good dimensional stability and surface finish. ABS can be injection molded in various colors and can be blended with other materials to enhance its properties. ABS is commonly used for injection molding applications such as toys, electronics, automotive parts, and helmets.
- Nylon Polyamide (PA): This is a strong and durable material that has good resistance to abrasion, chemicals, and high temperatures. Nylon can also be reinforced with fibers or fillers to improve its strength and stiffness. Nylon is often used for injection molding applications such as gears, bearings, bushings, and fasteners.
- Polycarbonate (PC): This is a transparent and rigid material that has excellent optical properties and impact strength. PC can also withstand high temperatures and UV exposure. PC is suitable for injection molding applications such as lenses, lighting fixtures, medical devices, and protective equipment.
- Polyoxymethylene (POM): This is a hard and slippery material that has good lubricity and resistance to wear and friction. POM also has low moisture absorption and high dimensional stability. POM is ideal for injection molding applications such as pumps, valves, gears, and connectors.
These are some of the most common materials used to make injection molds, but there are many other options available depending on the specific needs of the project. Injection molding is a flexible and efficient method to produce plastic parts with high quality and functionality.
What factors determine the type of material used for an injection mold?
The choice of material for an injection mold depends on factors such as the required level of precision, production volume, and cost.
Injection molding is a widely used manufacturing process that can produce plastic parts with complex shapes and high precision. However, not all plastic materials are suitable for injection molding. There are many factors that affect the choice of material for an injection mold, such as:
- Shrinkage rate: The degree to which the plastic part contracts after cooling. Different materials have different shrinkage rates, which can affect the dimensional accuracy and stability of the part. The mold design should account for the shrinkage rate of the material to avoid defects such as warping, cracking, or deformation.
- Fluidity: The ease with which the molten plastic flows into the mold cavity. Fluidity depends on the viscosity, temperature, and pressure of the material. High fluidity materials can fill thin and complex cavities, but may also cause flash or overflow. Low fluidity materials require higher injection pressure and temperature, but may result in incomplete filling or short shots.
- Crystallinity: The degree of order and orientation of the polymer chains in the plastic material. Crystalline materials have higher melting points, stiffness, and strength, but lower impact resistance and transparency than amorphous materials. Crystalline materials also have higher shrinkage rates and lower fluidity than amorphous materials.
- Heat-sensitive plastics and easily hydrolyzed plastics: Some plastics are sensitive to heat or moisture, which can degrade their properties or cause chemical reactions during injection molding. For example, PVC can release corrosive gases when heated, which can damage the mold and the machine. Nylon can absorb water from the air, which can affect its fluidity and strength. These materials require special handling and drying before injection molding.
- Stress cracking and melt fracture: Some plastics are prone to cracking or breaking under stress or strain, which can compromise the quality and performance of the part. Stress cracking can occur when the plastic part is exposed to chemicals, solvents, or environmental factors that cause swelling or shrinkage. Melt fracture can occur when the molten plastic is subjected to high shear stress or pressure during injection molding, which causes irregularities or distortions on the surface of the part.
- Thermal performance and cooling rate: The ability of the plastic material to withstand high temperatures and cool down evenly. Thermal performance affects the cycle time, energy consumption, and dimensional stability of the injection molding process. Materials with high thermal conductivity can cool down faster and more uniformly, but may also require higher injection temperatures and pressures. Materials with low thermal conductivity may retain heat longer and cause warping or shrinkage.
- Hygroscopicity: The tendency of the plastic material to absorb moisture from the air or other sources. Hygroscopic materials can affect the fluidity, shrinkage, strength, and appearance of the plastic part during injection molding. Hygroscopic materials should be dried before injection molding to remove excess moisture and prevent defects such as bubbles, voids, or discoloration.
These are some of the main factors that determine the type of material used for an injection mold. Depending on the application and requirements of the product, different materials may have different advantages and disadvantages. Therefore, it is important to consider these factors carefully and choose the most suitable material for each injection molding project.
How are injection molds made?
Injection molds are typically made using computer-aided design (CAD) software and then machined using specialized equipment such as CNC machines.
Injection molding is a process of producing plastic parts by melting and injecting polymer resin into a mold. The mold is a metal or steel cavity that has the shape and features of the desired part. The resin is fed into a heated barrel, where it is mixed and pushed by a screw or a plunger into the mold cavity. The resin then cools and solidifies inside the mold, forming the part. The mold is then opened and the part is ejected by pins. Injection molding is widely used for mass-production of identical parts with good tolerances, such as bottle caps, toys, car components, and electronic enclosures. Injection molding can use various thermoplastic and thermosetting polymers, as well as additives for coloring or reinforcing the material.
What are the different types of injection molds?
Common types of injection molds include single-cavity, multi-cavity, family, and hot runner molds.
Injection molding is a manufacturing process for producing parts by injecting molten material into a mold, or mould. Injection molds are the tools that shape the molten material into the desired form. There are many different types of injection molds, depending on various factors such as the feeding system, the number of cavities, the mold plate, and the unscrewing mechanism. Some of the common types of injection molds are:
- Cube mold: A type of injection mold that has two or more faces with different cavities on each face. The mold rotates around a central axis to fill each cavity in turn. This allows for faster production and reduced cycle time.
- Die casting: A type of injection mold that uses metal as the material instead of plastic. The metal is injected into a steel mold under high pressure and then solidifies. Die casting is used for making parts with complex shapes and high dimensional accuracy.
- Gas-assisted injection molding: A type of injection mold that uses pressurized gas to create hollow sections in the molded part. The gas is injected into the molten plastic after it enters the mold cavity, creating a bubble that pushes the plastic to the walls of the cavity. This reduces the weight and warping of the part, and improves its surface quality.
- Liquid silicone rubber injection molding: A type of injection mold that uses liquid silicone rubber as the material instead of plastic. The liquid silicone rubber is injected into a heated mold and then cured by heat or radiation. Liquid silicone rubber injection molding is used for making parts with high flexibility, durability, and biocompatibility.
- Metal injection molding: A type of injection mold that uses metal powder mixed with a binder as the material instead of plastic. The metal powder-binder mixture is injected into a mold and then heated to remove the binder and sinter the metal particles. Metal injection molding is used for making parts with high strength, density, and complexity.
- Micro injection molding: A type of injection mold that uses very small amounts of material (less than 1 gram) to produce very small parts (less than 1 millimeter). Micro injection molding requires special equipment, precision, and control to achieve high quality and accuracy.
- Reaction injection molding: A type of injection mold that uses two or more reactive components as the material instead of plastic. The components are mixed and injected into a mold where they react and cure to form a solid part. Reaction injection molding is used for making parts with low density, high impact resistance, and complex shapes.
- Thin-wall injection molding: A type of injection mold that uses thin sections (less than 1 millimeter) of material to produce parts with high strength-to-weight ratio and fast cooling time. Thin-wall injection molding requires high pressure, high speed, and precise temperature control to avoid defects and warping.
What is the lifespan of an injection mold?
The lifespan of an injection mold depends on several factors such as the quality of the mold, the material used, and the frequency of use.
The lifespan of an injection mold is the number of cycles it can produce before it fails or deforms. The lifespan depends on various factors, such as the mold class, the material of the mold and the part, the molding conditions, the environment, and the maintenance. The Plastics Industry Association defines five common mold classes based on their life expectancy: Class 101 (+1,000,000 cycles), Class 102 (1,000,000 cycles), Class 103 (500,000 cycles), Class 104 (100,000 cycles), and Class 105 (500 cycles). Class 101 molds are the most expensive and durable, while Class 105 molds are the cheapest and least durable. Molds made of harder materials, such as steel, last longer than molds made of softer materials, such as aluminum. Molds used in clean environments last longer than molds used in dirty or corrosive environments. Molds that are regularly inspected, maintained, and coated last longer than molds that are neglected or damaged. Molds that operate under appropriate conditions, such as temperature, pressure, and speed, last longer than molds that operate under extreme or fluctuating conditions. Molds that produce parts without defects, such as sink marks, flow lines, burn marks, or flashing, last longer than molds that produce parts with defects that indicate or cause mold damage.
What is the typical cost of an injection mold?
The cost of an injection mold can vary widely depending on factors such as the size and complexity of the mold and the material used.
Injection molding is a process that produces plastic parts by injecting molten material into a mold. The cost of an injection mold depends on several factors, such as the size, complexity, type, and number of cavities of the mold. According to some online sources, a simple single cavity injection mold can cost between $1,000 and $5,000, while a large or complex multi-cavity mold can cost up to $80,000 or more. The average cost of a mold that makes a small and simple part is around $12,000. However, the cost of the mold can be distributed among many parts, making injection molding a cost-effective and efficient way to mass-produce plastic parts.
How long does it take to manufacture an injection mold?
The time required to manufacture an injection mold depends on factors such as the size and complexity of the mold and the availability of materials.
One of the most common questions we receive from our clients is how long does it take to manufacture an injection mold. The answer depends on several factors, such as the complexity of the mold design, the number of cavities, the type of material, the quality standards, and the availability of the mold maker. However, a general estimate is that it can take anywhere from 4 to 12 weeks to complete an injection mold project.
The process of manufacturing an injection mold involves several steps, such as:
- Designing the mold based on the product specifications and requirements.
- Creating a 3D model of the mold using computer-aided design (CAD) software.
- Simulating the mold performance and optimizing the design using computer-aided engineering (CAE) software.
- Fabricating the mold components using computer numerical control (CNC) machines, electric discharge machining (EDM), or other techniques.
- Assembling and testing the mold to ensure its functionality and quality.
- Making any necessary adjustments or modifications to the mold based on the test results.
Each of these steps can take a different amount of time depending on the complexity and precision of the mold. For example, a simple mold with a single cavity and a standard material can take as little as 4 weeks to manufacture, while a complex mold with multiple cavities and a special material can take up to 12 weeks or more. Additionally, some factors that can affect the mold manufacturing time are:
- The availability and experience of the mold maker. A reputable and skilled mold maker can deliver high-quality molds in a shorter time than a less experienced or busy one.
- The communication and collaboration between the client and the mold maker. A clear and timely exchange of information and feedback can help avoid delays and errors in the mold design and fabrication.
- The quality standards and expectations of the client. A higher level of quality and accuracy can require more time and resources to achieve than a lower one.
Therefore, it is important to consider all these factors when planning an injection mold project and to communicate with your mold maker throughout the process. By doing so, you can ensure that your injection mold is manufactured in a reasonable time frame and meets your expectations.
What maintenance is required for an injection mold?
Regular cleaning and lubrication are essential to keep injection molds in good condition. In addition, some molds may require periodic repairs or modifications.
Injection molds are complex and expensive tools that require regular care and maintenance to ensure their optimal performance and longevity. Some of the maintenance tasks that injection mold owners should perform include:
- Cleaning the mold surface and vents after each production cycle to prevent resin buildup and contamination.
- Lubricating the moving parts of the mold, such as ejector pins, slides, and hinges, to reduce friction and wear.
- Inspecting the mold for cracks, corrosion, wear, and damage, and repairing or replacing any defective components as soon as possible.
- Storing the mold in a dry, dust-free, and temperature-controlled environment to prevent rust and mold growth.
- Calibrating the mold temperature, pressure, and injection speed settings to match the material specifications and product requirements.
- Documenting the mold history, maintenance records, and performance data to track the mold condition and identify any issues or improvements.
How can injection molds be repaired?
Injection molds can be repaired through methods such as welding, grinding, and polishing.
Injection molds are essential tools for producing plastic parts with complex shapes and high quality. However, they are also subject to wear and tear, damage, and defects that can affect their performance and lifespan. Therefore, it is important to know how to repair injection molds when they encounter problems.
There are different methods of repairing injection molds, depending on the type and severity of the issue. Some common methods are:
- Welding: This involves using a filler material to join the broken or cracked parts of the mold. Welding can be done by hand or by machine, and it requires careful preparation and execution to avoid distortion, cracking, or weakening of the mold. Welding is suitable for repairing small cracks, holes, or gaps in the mold surface or edges.
- Brazing: This is similar to welding, but it uses a lower melting point filler material that does not fuse with the base metal of the mold. Brazing can create a strong bond between the mold parts, but it may also leave a visible seam or color difference. Brazing is suitable for repairing larger cracks, holes, or gaps in the mold surface or edges.
- Machining: This involves removing the damaged or defective part of the mold and replacing it with a new one. Machining can be done by milling, drilling, grinding, or cutting, and it requires precise measurements and alignment to ensure a good fit and function of the mold. Machining is suitable for repairing major damage or defects in the mold structure or geometry.
- Plating: This involves applying a thin layer of metal or coating over the mold surface to improve its appearance, durability, or corrosion resistance. Plating can be done by electroplating, electroless plating, or spray coating, and it requires proper cleaning and preparation of the mold surface to ensure good adhesion and coverage. Plating is suitable for repairing minor scratches, wear, or discoloration on the mold surface.
These are some of the common methods of repairing injection molds, but they are not exhaustive. Depending on the specific situation and requirements, other methods may be more appropriate or effective. Therefore, it is advisable to consult a professional injection mold repair service before attempting any repairs on your own.
How are injection molds tested?
Injection molds are typically tested using sample parts to ensure that they meet the required specifications.
How are injection molds tested?
Injection molds are complex tools that are used to produce plastic parts with specific shapes and features. Injection molding is a process that involves injecting molten plastic into a mold cavity, where it cools and solidifies into the desired shape. To ensure the quality and functionality of the plastic parts, injection molds need to be tested before they are used for mass production.
There are different types of tests that can be performed on injection molds, depending on the purpose and requirements of the project. Some of the common tests are:
- Dimensional inspection: This test measures the dimensions of the mold cavity and the plastic part, and compares them with the design specifications. Dimensional inspection can be done using various instruments, such as calipers, micrometers, gauges, or coordinate measuring machines (CMMs). Dimensional inspection can help to verify the accuracy and precision of the mold, and identify any defects or deviations that may affect the quality of the plastic part.
- Material analysis: This test analyzes the chemical and physical properties of the plastic material that is used for injection molding. Material analysis can be done using various methods, such as spectroscopy, microscopy, thermal analysis, or mechanical testing. Material analysis can help to determine the suitability and compatibility of the plastic material with the mold and the product specifications. Material analysis can also help to identify any impurities or contaminants that may affect the performance or appearance of the plastic part.
- Mold flow analysis: This test simulates the flow of molten plastic into the mold cavity, and predicts how it will fill, pack, cool, and shrink. Mold flow analysis can be done using specialized software that models the behavior of the plastic material under different conditions, such as temperature, pressure, injection speed, or cooling time. Mold flow analysis can help to optimize the design and parameters of the mold and the injection molding process, and prevent potential problems, such as warping, sink marks, air traps, or short shots.
- Mold trial: This test involves producing a small batch of plastic parts using the injection mold under realistic conditions. Mold trial can be done using a prototype or a production mold, depending on the stage and scope of the project. Mold trial can help to evaluate the functionality and appearance of the plastic parts, and validate the results of the previous tests. Mold trial can also help to identify any issues or improvements that may be needed for the mold or the injection molding process.