Introduction
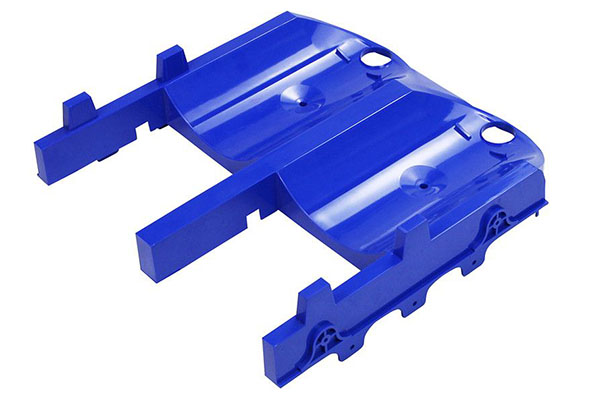
Plastic parts have become essential across modern industry. In automotive manufacturing, the average vehicle contains about 300 pounds of plastic components—dashboards, bumpers, interior trims—that reduce weight and improve fuel efficiency. In electronics, plastic casings and internal components provide insulation and lightweight durability. In medical applications, plastic parts offer biocompatibility, low cost, and sterilizability for devices ranging from syringes to complex housings.
Given this extensive use, high-quality plastic molds are critical. Molds determine the final shape, size, and surface finish of plastic parts. They enable precision, consistency, and mass production. This guide explores the types of molds, the step-by-step process of making them, and the key considerations for achieving plastic perfection.
What Types of Molds Are Used for Plastic Parts?
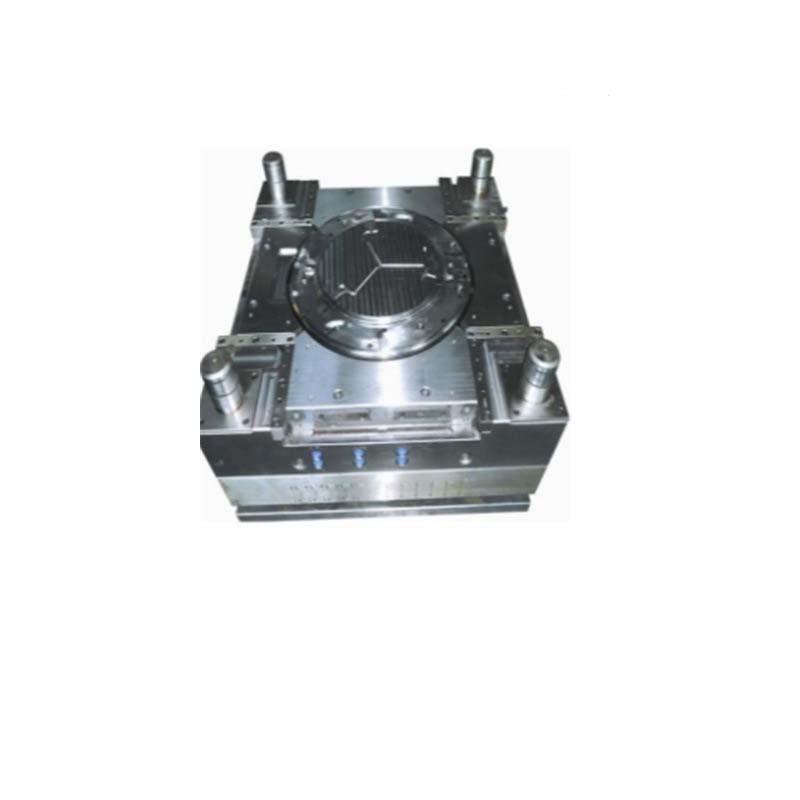
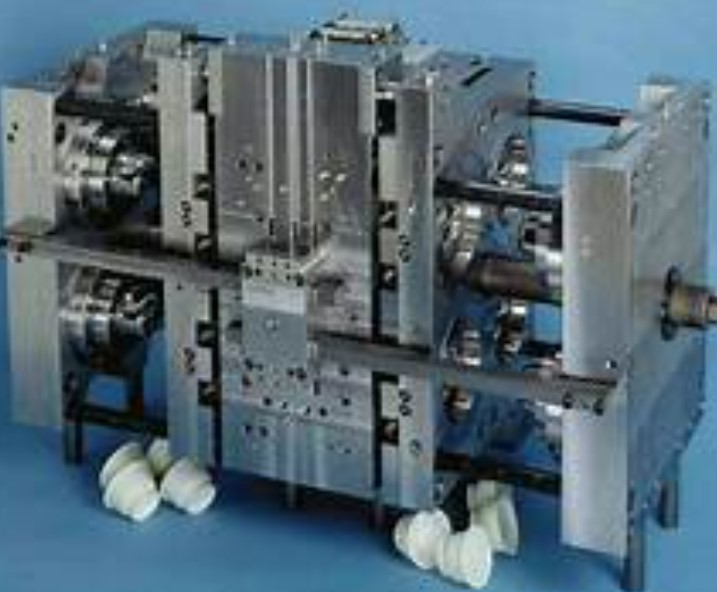
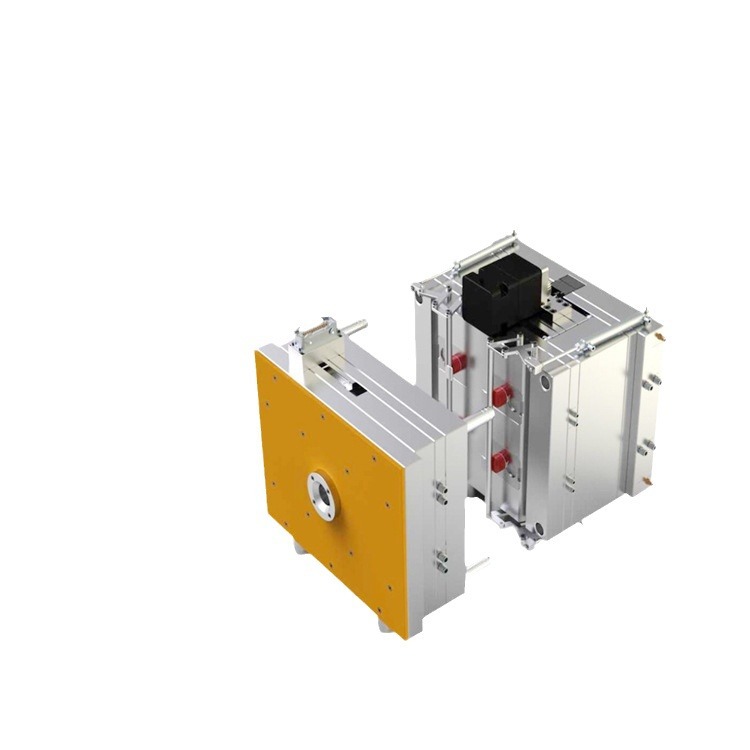
Injection Molds
Injection molds are the most widely used type, prized for high precision and complex geometries.
Working principle: Plastic pellets are fed into a heated barrel and melted. The molten plastic is forced under high pressure through a nozzle into a closed mold cavity. After cooling and solidifying, the mold opens and the part is ejected.
Advantages: Tight tolerances—often ±0.05 mm or smaller—make injection molds ideal for electronics where components must fit precisely. High-speed machines produce hundreds or thousands of parts per hour, reducing per-unit costs for mass production.
Compression Molds
Compression molds are primarily used for thermosetting plastics.
Working principle: Pre-measured raw material (powder, pellets, or pre-formed shapes) is placed into an open mold cavity. The mold closes, applying heat and pressure simultaneously. The plastic softens, flows to fill the cavity, and undergoes a chemical reaction that cross-links and hardens it permanently. After curing, the mold opens and the part is removed.
Advantages: Better suited for large, simple-shaped parts. Since plastic is already in the cavity before pressure is applied, flow-related issues are minimized. Molds are simpler and less expensive, making compression molding cost-effective for medium-to-low volume production. Cycle times are longer than injection molding.
Blow Molds
Blow molds are designed specifically for hollow plastic products—bottles, containers, toys.
Extrusion blow molding: A continuous tube of molten plastic (parison) is extruded and placed inside a split mold. Compressed air expands the parison against the mold cavity walls. After cooling, the mold opens and the hollow product is removed. Used for large-volume hollow products like industrial drums.
Injection blow molding: Molten plastic is injected into a mold to form a pre-form. The pre-form is transferred to a blow-molding station, reheated, and inflated with compressed air inside a second mold. Used for small, high-precision hollow products like beverage bottles and cosmetic containers.
Blow-molded products are widely used in packaging due to lightweight construction, cost-effectiveness, and barrier properties against moisture and gases.
What Is the Step-by-Step Process of Making Molds for Plastic Parts?
Step 1: Design and Planning
The design phase is the most crucial. Advanced CAD (Computer-Aided Design) and CAM (Computer-Aided Manufacturing) technologies are essential.
CAD: Designers create highly detailed 3D models of the plastic part and corresponding mold. For a complex electronic housing, CAD accurately defines screw holes, snap-fits, and internal ribs. Design flaws are identified and corrected virtually—reducing rework time and cost.
CAM: The 3D model is imported into CAM software, which generates toolpaths and instructions for manufacturing equipment, guiding machines on how to cut, shape, and drill mold components precisely.
Case example: A company developing automotive interior parts spent sufficient time in design and planning, optimizing the mold design to reduce parts and simplify manufacturing. This saved material costs and increased production efficiency, resulting in a 20 percent reduction in overall production time per part.
Step 2: Material Preparation
After design finalization, material selection and preparation begin.
Annealing: Steel mold materials are often annealed—heated to a specific temperature and slowly cooled. This relieves internal stresses, improves machinability, and refines grain structure. For hot-rolled steel blocks, annealing makes the material more uniform and easier to machine, reducing tool breakage risk.
Quenching and tempering: Quenching rapidly cools heated steel in oil or water, increasing hardness. Tempering reheats quenched steel to a lower temperature and cools it again, reducing brittleness while retaining hardness—providing the balance required for mold-making.
Step 3: Machining and Manufacturing
This step creates the physical mold from prepared material.
CNC machining: CNC machines perform milling, turning, drilling, and grinding with high precision. For optical lens molds, CNC milling achieves surface finishes as smooth as Ra 0.1 μm—critical for optical performance.
EDM (Electrical Discharge Machining): Used for molds with complex geometries. Electrical discharges (sparks) erode material, creating intricate details, sharp corners, and undercuts difficult with traditional machining. Ideal for highly detailed toy molds with complex internal features.
3D printing (additive manufacturing): Emerging as an alternative for certain molds. Enables complex internal structures and geometries impossible with traditional methods. Significantly reduces lead time for prototype or custom-designed molds—from weeks or months to days.
Step 4: Assembly and Testing
Machined components are assembled into a complete mold. Precision measuring tools—dial indicators, gauges—verify alignment and fit.
Pressure test: For injection molds, high-pressure fluid is injected into the cavity to simulate pressure from molten plastic, identifying leaks or weak points.
Dimensional inspection: Coordinate Measuring Machines (CMMs) measure mold cavity and critical features. Dimensions are compared to original specifications. If outside tolerances, adjustments or re-machining are required.
Functional tests: For blow molds, actual blow-molding process with sample plastic material tests performance. Resulting products are inspected for defects—uneven wall thickness, cracks, improper shape.
If issues are detected, root-cause analysis identifies solutions—from simple adjustments (tightening bolts, realigning components) to complex procedures (re-machining, replacing faulty parts). Only after passing all tests is the mold ready for mass production.
What Materials Are Used for Mold Making?
Steel
Steel is the most common mold material due to strength, durability, and wear resistance.
| Steel Type | Hardness (HRC) | Properties | Applications |
|---|---|---|---|
| P20 | 30–42 (pre-hardened) | Good machinability, toughness; general-purpose | Medium-volume production (toys, simple housings) |
| 718H | 35–40 | Higher hardness, better polishing properties | High-end electronics housings, complex shapes |
| S136 | 50+ (after heat treatment) | Excellent corrosion resistance, high-quality polishing | Medical devices, food-contact products, transparent parts |
Aluminum
Aluminum offers lightweight handling and good thermal conductivity. It is easier to machine than steel and costs less. Suitable for low-to-medium volume production and prototyping. Lower hardness limits use in high-volume or abrasive applications.
Other Materials
Copper alloys: Provide excellent thermal conductivity for cooling-intensive applications.
Beryllium copper: Used for cores and inserts requiring rapid heat dissipation.
What Quality Control Measures Ensure Mold Perfection?
Raw Material Inspection
Mold materials are tested for chemical composition, hardness, and internal defects before machining begins. Ultrasonic testing detects voids or inclusions that could cause failure during production.
In-Process Inspection
During machining, critical dimensions are checked using precision tools. CMMs verify cavity and core dimensions before assembly. Surface roughness is measured to ensure finish requirements are met.
Final Testing
Assembled molds undergo:
- Dimensional verification: CMM inspection of completed mold
- Functional testing: Trial runs with production materials
- Cycle testing: Simulated production cycles to verify durability
Yigu Technology’s Perspective
As a custom supplier of non-standard plastic and metal products, we understand that precision mold-making is the foundation of quality plastic parts.
Design expertise: Our engineers use advanced CAD/CAM software to create optimized mold designs. We simulate plastic flow, temperature distribution, and stress concentration to ensure high-quality end products.
Material knowledge: We recommend the most suitable mold material based on production volume, part complexity, and specific requirements—steel for high-volume durability, aluminum for prototyping and faster turnaround.
Quality control: Strict quality management includes multiple inspection points throughout manufacturing—from material inspection to dimensional checks to final mold testing.
After-sales support: Comprehensive technical support ensures smooth production. Our team provides timely solutions for any issues during mold use.
By combining expertise, advanced technology, and commitment to quality, we help customers achieve production goals efficiently and cost-effectively.
Conclusion
Plastic molds are the foundation of modern plastic part manufacturing. Injection molds deliver high precision and efficiency for mass production. Compression molds serve thermosetting plastics and larger, simpler parts. Blow molds create hollow products for packaging and beyond.
The mold-making process—design and planning, material preparation, machining, assembly, and testing—requires precision at every step. Advanced technologies like CAD/CAM, CNC machining, EDM, and 3D printing enable increasingly complex geometries and shorter lead times. Material selection—steel, aluminum, copper alloys—balances durability, cost, and application requirements.
Rigorous quality control—raw material inspection, in-process checks, final testing—ensures molds perform consistently over thousands or millions of cycles. When all elements align, the result is plastic perfection: parts that meet specifications, function reliably, and satisfy market demands.
FAQ
What is the most common type of mold for plastic parts?
Injection molds are the most common. They offer high precision, complex geometry capability, and efficient mass production. They are used across automotive, electronics, medical, and consumer goods industries.
How long does it take to make a plastic mold?
Lead time varies with complexity. Simple injection molds may take 4–8 weeks. Complex molds with intricate details, multi-cavity designs, or tight tolerances can take 12–20 weeks or longer. Factors include design complexity, material availability, and manufacturing processes.
What is the difference between a prototype mold and a production mold?
Prototype molds are often made from softer materials like aluminum or use 3D printing for faster turnaround. They are suitable for low-volume runs and design validation. Production molds are typically made from hardened steel, designed for high-volume runs (100,000+ cycles), and offer longer service life.
Contact Yigu Technology for Custom Manufacturing
Looking for high-quality plastic molds tailored to your specifications? Yigu Technology specializes in custom non-standard plastic and metal products. Our team combines design expertise, material knowledge, and rigorous quality control to deliver molds that perform.
Reach out today to discuss your next project. Let us help you achieve plastic perfection.