Introduction
Insert molding injection is a specialized manufacturing process that combines the versatility of plastic injection molding with the strength and functionality of pre-formed inserts—typically metal, but also glass, ceramic, or other plastics. By embedding inserts directly into plastic parts during molding, this technique creates integrated components that would otherwise require multiple assembly steps.
The result is stronger, more reliable products with fewer parts and lower assembly costs. From electrical connectors with embedded metal contacts to power tool handles with threaded inserts, insert molding delivers efficiency and performance that traditional manufacturing cannot match.
This guide explores how insert molding injection works, its key advantages, process parameters, applications, and how it compares to other molding methods. You will learn the factors that affect efficiency and how to leverage this technology for superior product outcomes.
What Is Insert Molding Injection?
Insert molding injection is a manufacturing process where pre-formed inserts are placed into a mold cavity before molten plastic is injected. The plastic flows around the inserts, bonding with them as it cools and solidifies. The result is a single, integrated component that combines the properties of both materials.
The Basic Principle
| Stage | Description |
|---|---|
| Insert preparation | Inserts are cleaned, treated, and sized correctly |
| Insert placement | Inserts are precisely positioned in the mold cavity |
| Resin injection | Molten plastic is injected around the inserts |
| Curing and solidification | Plastic cools and bonds with inserts |
| Demolding | Finished composite part is ejected |
What Inserts Can Be Used?
| Insert Material | Common Applications |
|---|---|
| Metal (brass, steel, aluminum) | Threaded inserts; electrical contacts; structural reinforcement |
| Glass | Optical components; dimensional stability |
| Ceramic | High-temperature applications; electrical insulation |
| Other plastics | Multi-material components; color accents |
How Does the Insert Molding Injection Process Work?
The process requires precise control at every stage.
Step 1: Insert Preparation
Inserts must be properly prepared to ensure strong bonding with the plastic.
| Preparation Step | Purpose |
|---|---|
| Dimensional verification | Ensure inserts meet specifications |
| Cleaning | Remove oils, dirt, and contaminants |
| Surface treatment | Roughening; primer application for adhesion |
| Pre-heating | Reduce thermal stress; improve bonding |
Example: Metal inserts for electronic connectors are cleaned in ultrasonic baths to remove microscopic contaminants that could prevent proper bonding.
Step 2: Insert Placement in the Mold
Precise placement is critical. Misaligned inserts cause defective parts.
| Placement Method | Accuracy | Best For |
|---|---|---|
| Manual placement | ±0.1–0.3 mm | Low volume; complex insert shapes |
| Robotic placement | ±0.02–0.05 mm | High volume; consistent precision |
| Magnetic holders | Moderate | Ferrous inserts |
| Mechanical fixtures | High | Cylindrical or threaded inserts |
Key: Inserts must be held securely to prevent movement during injection. Mold design includes pins, grooves, or vacuum systems to retain inserts.
Step 3: Resin Injection
Molten plastic is injected into the mold cavity under controlled conditions.
| Parameter | Typical Range | Impact |
|---|---|---|
| Injection pressure | 80–140 MPa | Fills cavity around inserts; too high can displace inserts |
| Injection temperature | Material-dependent (200–300°C) | Affects flow and bonding |
| Injection speed | Moderate | Avoids insert displacement |
Material-specific temperatures:
- ABS: 200–250°C
- Polycarbonate: 260–300°C
- Nylon: 240–280°C
Step 4: Curing and Solidification
The plastic cools and solidifies around the inserts. Cooling must be uniform to prevent warpage and internal stress.
| Factor | Consideration |
|---|---|
| Cooling channels | Strategically placed to ensure uniform cooling |
| Cooling rate | Too fast = stress; too slow = longer cycles |
| Shrinkage | Inserts with different expansion rates can cause stress |
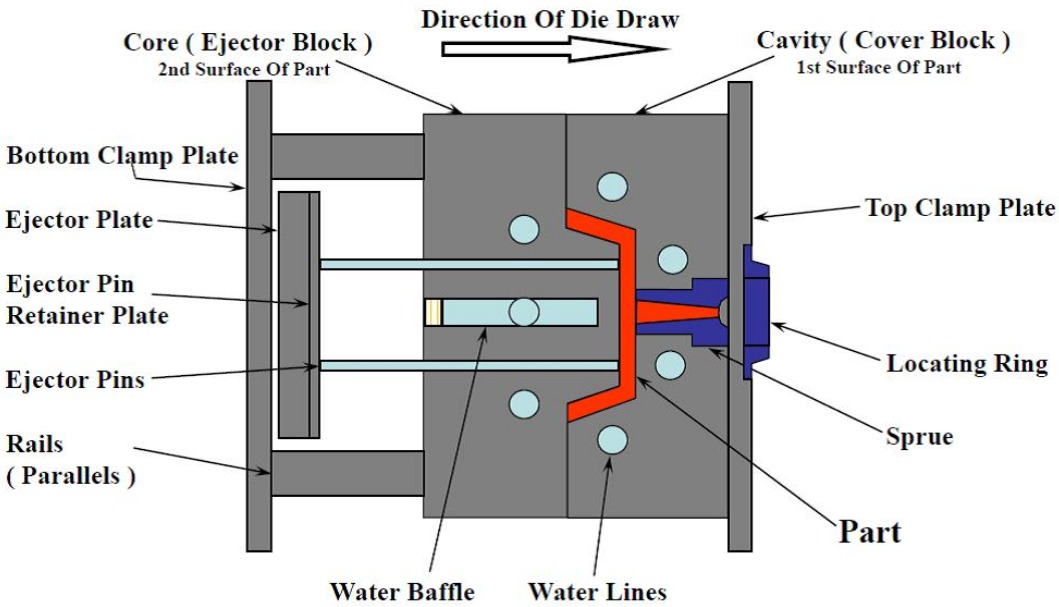
Step 5: Demolding
The finished part is ejected from the mold.
| Consideration | Importance |
|---|---|
| Ejector pin placement | Avoid contact with inserts; distribute force evenly |
| Ejection force | Sufficient to remove part; not so high as to damage |
| Release agents | Applied to prevent sticking |
What Factors Affect Efficiency in Insert Molding Injection?
Efficiency depends on mold design, material selection, and process parameters.
Mold Design
Design Principles for Efficiency
| Principle | Impact |
|---|---|
| Balanced runner system | Ensures even fill; reduces cycle time |
| Hot runner systems | Eliminates runner waste; faster cycles |
| Precision insert positioning | Reduces defects; improves consistency |
| Optimized cooling channels | Uniform cooling; shorter cycle times |
Case Study: Good vs. Poor Mold Design
| Aspect | Well-Designed Mold | Poorly Designed Mold |
|---|---|---|
| Runner system | Hot runner; balanced layout | Cold runner; unbalanced |
| Insert positioning | Mechanical fixtures + magnetic alignment | Simple grooves; imprecise |
| Cycle time | 15 seconds | 30 seconds |
| Defect rate | <1% | 10% misaligned inserts |
The well-designed mold produced parts with consistent quality and double the output per hour.
Material Selection
Compatibility of Insert and Resin
Inserts and plastic must be compatible. Key factors:
| Factor | Impact |
|---|---|
| Thermal expansion coefficients | Mismatch causes stress; warping; delamination |
| Chemical bonding | Some materials bond chemically; others require mechanical interlock |
| Adhesion properties | Surface treatment may be required |
Real-world example: A plastic-metal composite automotive component failed under high-temperature engine conditions because the chosen plastic resin did not bond properly with the metal insert. The mismatch in thermal expansion caused separation, leading to component failure and costly recalls.
Impact of Material Properties on Efficiency
| Property | Effect on Efficiency |
|---|---|
| Melt flow index (MFI) | Higher MFI = faster filling; shorter cycle times |
| Shrinkage rate | Higher shrinkage requires longer cooling; affects dimensional accuracy |
| Viscosity | Lower viscosity fills more easily; reduces injection pressure needs |
Example: Polypropylene (PP) has higher shrinkage than ABS. When using PP in insert molding, more precise cooling control is needed to maintain dimensions, impacting cycle time.
Process Parameters
Injection Pressure, Temperature, and Time
| Parameter | Optimal Range | Effect of Deviation |
|---|---|---|
| Injection pressure | 80–140 MPa (ABS) | Too low = incomplete fill; too high = over-packing; stress |
| Injection temperature | Material-dependent | Too low = poor flow; too high = degradation |
| Injection time | 6.7–10% of cycle | Insufficient = short shots; excessive = longer cycles |
Optimization for Different Products
| Product Type | Parameter Strategy |
|---|---|
| Thin-walled with small inserts | Higher injection speed; lower pressure; prevent insert movement |
| Thick-walled with large inserts | Slower speed; higher pressure; longer cooling |
| Multiple inserts | Multi-stage injection; precise timing |
How Does Insert Molding Compare to Other Methods?
Insert Molding vs. Traditional Injection Molding
| Aspect | Insert Molding Injection | Traditional Injection Molding |
|---|---|---|
| Cycle time | Longer (30–60 seconds) | Shorter (10–30 seconds) |
| Mold cost | Higher (complex insert positioning) | Lower (simpler molds) |
| Product precision | Very high (±0.05–0.1 mm) | High (±0.1–0.2 mm) |
| Applicable products | Multi-material; reinforced components | Single-material plastic parts |
| Material waste | Lower (integrated design) | Higher (runner waste without hot runner) |
| Assembly required | None | Often requires assembly |
Example: For plastic-metal connectors, insert molding is essential. Traditional injection molding cannot embed metal contacts in a single operation.
Insert Molding vs. Overmolding
| Aspect | Insert Molding Injection | Overmolding |
|---|---|---|
| Process | Inserts placed first; plastic injected around them | Pre-molded part placed; second layer molded over |
| Purpose | Add functionality (strength, conductivity) | Add layer for protection, grip, aesthetics |
| Applications | Metal-reinforced components; electrical contacts | Soft-touch grips; encapsulated electronics |
| Challenges | Insert placement accuracy; material compatibility | Layer thickness uniformity; adhesion |
Example: A power tool handle with metal threaded inserts uses insert molding. Adding a soft-touch rubber grip over that handle uses overmolding. Both processes may be combined in the same product.
What Are the Advantages of Insert Molding Injection?
Reduced Assembly Operations
Inserts are embedded during molding, eliminating:
- Press-fitting
- Screwing or welding
- Adhesive bonding
- Secondary assembly stations
Labor savings: Up to 40–60% reduction in assembly costs.
Enhanced Product Strength
- Inserts provide reinforcement at stress points
- Metal inserts add strength without increasing part size
- Bond between insert and plastic is permanent
Design Freedom
- Combine metal strength with plastic design flexibility
- Integrate electrical contacts directly into housings
- Create complex geometries impossible with single-material molding
Improved Reliability
- No loosening over time (unlike pressed-in inserts)
- Consistent alignment; no assembly variation
- Reduced potential failure points
Material Efficiency
- Less overall material usage compared to separate components
- Inserts can be smaller than equivalent all-plastic features
- Reduced inventory (one component vs. multiple)
What Are the Challenges and How Do You Overcome Them?
Insert Movement During Injection
High-pressure plastic flow can displace inserts.
Solutions:
- Use positive retention (pins, magnetic holders)
- Reduce injection speed at flow front
- Optimize gate location to minimize direct impingement
Poor Adhesion Between Insert and Plastic
Incompatible materials or contaminated surfaces cause weak bonds.
Solutions:
- Clean inserts thoroughly (ultrasonic cleaning)
- Apply primers or adhesion promoters
- Pre-heat inserts to improve bonding
- Design mechanical interlocks (undercuts, grooves)
Stress from Thermal Expansion Mismatch
Different expansion rates cause internal stress and cracking.
Solutions:
- Pre-heat inserts to reduce temperature differential
- Select materials with similar expansion coefficients
- Anneal parts after molding to relieve stress
- Add compliant layers between insert and plastic
Insert Placement Accuracy
Misaligned inserts cause defective parts.
Solutions:
- Use robotic placement with vision verification
- Design mold with alignment pins and pockets
- Implement in-process inspection for insert position
What Are the Applications?
Automotive Industry
| Component | Insert Type | Benefit |
|---|---|---|
| Sensors | Metal contacts | Electrical connectivity; durability |
| Door handles | Metal reinforcement | Strength; wear resistance |
| Engine components | Metal inserts | Heat resistance; structural integrity |
| Connectors | Brass terminals | Electrical conductivity |
Electronics Industry
| Component | Insert Type | Benefit |
|---|---|---|
| USB connectors | Metal contacts | Precision alignment; durability |
| Circuit board components | Metal pins | Reliable electrical connections |
| Smartphone frames | Metal structural inserts | Strength; heat dissipation |
| Battery contacts | Spring metal | Consistent electrical contact |
Medical Devices
| Component | Insert Type | Benefit |
|---|---|---|
| Surgical instruments | Metal blades; hinges | Sterilization compatibility; strength |
| Diagnostic devices | Electrodes | Electrical connectivity |
| Implantable devices | Metal components | Biocompatibility; mechanical integrity |
Consumer Goods
| Component | Insert Type | Benefit |
|---|---|---|
| Power tools | Threaded inserts | Assembly points; durability |
| Appliances | Metal brackets | Strength; reliability |
| Furniture | Threaded inserts | Easy assembly; long-term durability |
Conclusion
Insert molding injection is a powerful manufacturing technology that combines the design flexibility of plastics with the strength, conductivity, and precision of metal and other materials. The process delivers:
- Reduced assembly – Embedded inserts eliminate secondary operations
- Enhanced strength – Reinforcement at critical points
- Design freedom – Complex, multi-material components
- Improved reliability – Permanent bonds; no loosening
- Material efficiency – Less waste; lower inventory
Success requires careful attention to mold design, material compatibility, and process parameters. When executed correctly, insert molding injection transforms manufacturing efficiency and product quality.
Frequently Asked Questions (FAQ)
What are the common materials used for inserts in insert molding?
Common insert materials include brass (corrosion-resistant; good conductivity; machinable), steel (high strength; wear resistance), aluminum (lightweight), copper (excellent electrical conductivity), and stainless steel (corrosion resistance). Selection depends on mechanical, electrical, and environmental requirements. For threaded applications, brass is preferred for its machinability and corrosion resistance.
How do you prevent insert movement during injection molding?
Prevent insert movement through proper mold design—use insert holders, locating pins, or magnetic holders to position inserts precisely. Reduce injection speed at the flow front to minimize forces on inserts. Optimize gate location to avoid direct impingement. Pre-heat inserts to reduce thermal shock. For high-volume production, use robotic placement with vision verification for consistent accuracy.
What is the typical cycle time for insert molding?
Cycle time for insert molding is typically 30–60 seconds , compared to 10–30 seconds for traditional injection molding. The additional time comes from insert placement (manual or automated) and the need for precise cooling around inserts. However, this cycle time replaces multiple assembly steps, so total process time is often reduced overall.
What causes poor bonding between insert and plastic?
Poor bonding is caused by contaminated insert surfaces (oils, oxides), incompatible materials (different thermal expansion; poor chemical adhesion), improper processing temperatures (too low for bonding; too high causing degradation), or lack of mechanical interlock. Solutions: clean inserts thoroughly; use primers; pre-heat inserts; design undercuts for mechanical lock; verify material compatibility.
How does insert molding compare to overmolding?
Insert molding embeds pre-formed inserts (often metal) into plastic, creating a composite part with enhanced functionality. Overmolding adds a second layer of plastic over an existing plastic substrate, typically for soft-touch grips, protection, or aesthetics. Insert molding focuses on integrating different materials for structural or electrical properties; overmolding focuses on adding surface features. Both processes can be combined in a single product.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we specialize in insert molding injection for complex, high-performance components. Our expertise spans automotive, electronics, medical, and consumer goods industries where precision and reliability are critical.
Our insert molding capabilities include:
- Insert preparation – Cleaning; surface treatment; pre-heating
- Precision placement – Robotic and manual systems; accuracy to ±0.02 mm
- Mold design – Optimized for insert retention; balanced cooling
- Material expertise – Metal, ceramic, and plastic inserts; engineering resins
- Process control – Temperature; pressure; timing; quality monitoring
We help clients reduce assembly costs, improve product strength, and achieve designs impossible with single-material molding. From prototypes to high-volume production, we deliver integrated components that perform.
Contact us today to discuss your insert molding injection project. Let our expertise help you combine materials for superior products.