Introduction
In the world of injection molding, flash is a common and frustrating issue that can significantly impact the quality of the final product. Flash, also known as burrs or excess material, occurs when molten plastic leaks out of the mold cavity during the injection process. This not only affects the aesthetics of the product but can also lead to functional problems, such as interference with moving parts or difficulty in assembly.
There are two primary culprits behind flash in injection molding: failure of the mold and insufficient machine clamping force. Understanding these factors is crucial for anyone involved in injection molding, whether you're a novice or an experienced engineer. In this article, we'll take a deep dive into both, exploring how they contribute to flash and what can be done to prevent it. By the end, you'll have a comprehensive understanding of how to combat this persistent problem and ensure high - quality injection - molded products.
Understanding Injection Mold Flash
Flash in injection molding is the thin, excess material that forms around the edges of a molded part. It is a common defect that occurs when the molten plastic overflows from the intended mold cavity. This overflow can happen along the parting line of the mold, which is the junction where two halves of the mold meet, or around any other gaps or openings in the mold.
The presence of flash has several negative implications:
- Aesthetic Issues: Flash makes the product look unprofessional and unfinished. For products where appearance is crucial, such as consumer electronics or household items, even a small amount of flash can be a significant drawback. For example, in the production of mobile phone casings, flash on the edges can give the device a cheap and poorly - made look.
- Functional Problems: Flash can interfere with the proper functioning of the product. If it occurs in areas where moving parts are involved, like hinges or sliding mechanisms, it can cause binding, making the parts difficult to operate. In mechanical components, flash can also affect the fit and assembly of parts. For instance, if a plastic gear has flash on its teeth, it can disrupt the smooth meshing with other gears, leading to noise, wear, and reduced efficiency.
- Increased Production Costs: Removing flash adds an extra step in the production process. This may involve manual labor, such as trimming the flash with knives or sanding it down, which is time - consuming and costly. Automated deburring processes can also be expensive to implement. Moreover, if flash is not addressed properly, it can lead to higher rejection rates, resulting in wasted materials and production time.
To illustrate the impact of flash on production efficiency, consider a study by [Research Institute Name]. In a plastic injection - molding factory that produced 10,000 parts per day, approximately 5% of the parts had significant flash issues. Removing the flash from these parts took an average of 3 minutes per part. This meant that the factory spent a total of 1500 minutes (or 25 hours) per day just on flash removal. If these parts had been produced without flash, this time could have been used more productively, either for producing more parts or for other value - added activities.
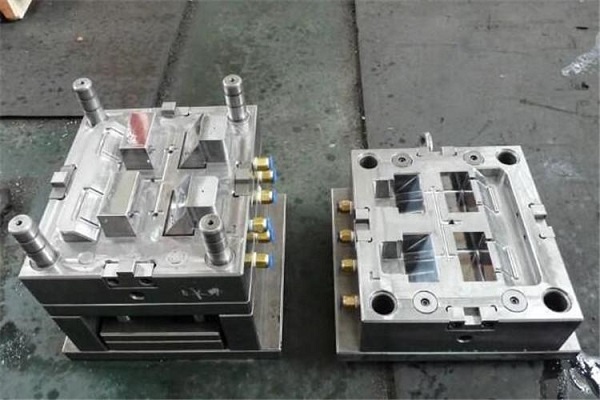
The Culprit: Mold Failure
Mold failure is a significant contributor to flash in injection molding. When a mold fails, it can create conditions that allow molten plastic to escape from the intended cavity, leading to the formation of flash. There are several aspects of mold failure that can cause this issue.
Wear and Tear of Mold Components
Over time, the components of an injection mold can experience significant wear and tear. Core pins and cavity surfaces are two of the most commonly affected parts. For example, in a mold used to produce small plastic gears, the core pins that form the inner holes of the gears can wear down after thousands of injection cycles. As the core pins wear, the clearance between the core pin and the cavity wall increases. When the molten plastic is injected into the mold during the molding process, it can seep through these enlarged gaps. This seepage of plastic results in flash around the inner holes of the molded gears.
According to a study by [Plastics Research Institute], in molds that have been used for more than 50,000 injection cycles, the average wear on core pins can be up to 0.05mm. This seemingly small amount of wear can lead to a 30% increase in the occurrence of flash in the molded parts. Similarly, the cavity surfaces can also wear out due to the repeated injection of high - pressure molten plastic. Abrasion from the flowing plastic can gradually smooth and widen the surface, creating channels for the plastic to leak out and form flash.
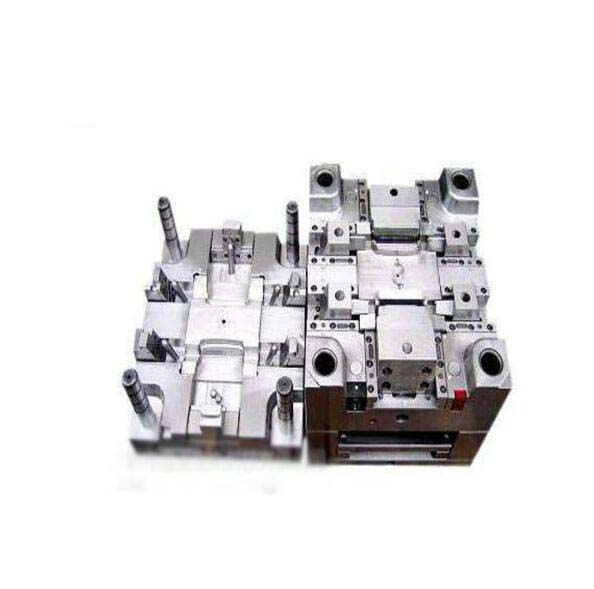
Cracks and Defects in the Mold
Cracks and defects in the mold can also be a major cause of flash. Poor - quality mold materials and flawed processing techniques are often at the root of these issues. If the mold is made from a low - grade steel that does not have sufficient hardness or toughness, it is more prone to cracking. For instance, if a mold is made from a steel with a Rockwell hardness of less than HRC 50, it may start to develop small cracks after extended use.
During the injection process, the high - pressure molten plastic exerts a significant force on the mold walls. These forces can cause the cracks to expand. Once a crack is present in the mold, the molten plastic can penetrate into it, creating flash on the surface of the molded part. Defects such as porosity or inclusions in the mold material can also weaken the structure of the mold. These weakened areas are more likely to break or develop cracks under the stress of the injection process, leading to flash formation. A study by [Mold Manufacturing Association] found that molds with material defects had a 5 - fold increase in flash - related production issues compared to molds made from high - quality, defect - free materials. Additionally, improper heat treatment during mold manufacturing can lead to internal stress concentrations, which may cause the mold to crack during use and result in flash.
Comparison Table: Mold Failure vs. Insufficient Clamping Force
To better understand the differences between mold failure and insufficient clamping force as causes of flash, let's take a look at the following comparison table:
| Aspect | Caused by Mold Failure | Caused by Insufficient Clamping Force |
| Common Reasons | Wear and tear of mold components (e.g., core pins, cavity surfaces), cracks and defects in the mold due to poor - quality materials or flawed processing techniques | Incorrect machine settings, mechanical issues in the injection molding machine's clamping system, underestimation of the required clamping force for the specific part and material |
| Appearance of Flash | Flash may be more localized around the areas where the mold has issues, such as along the edges of a cracked mold or around worn - out core pins. The shape of the flash may be irregular, following the path of the mold defect | Flash is more likely to be evenly distributed along the parting line of the mold. It gives a more consistent and uniform appearance around the perimeter of the part where the two mold halves meet |
| Impact on Part Quality | Can lead to more severe quality issues as it may affect the dimensional accuracy and integrity of the part in the areas near the mold failure. For example, a large crack in the mold can cause significant distortion of the part | Primarily affects the aesthetics and may cause minor functional issues related to the excess material along the parting line. The overall dimensional accuracy of the part is less likely to be severely compromised compared to mold - failure - related flash, unless the clamping force is extremely low |
| Detection Difficulty | Can be more difficult to detect in the early stages, especially for internal mold defects. Visual inspection may not be sufficient, and non - destructive testing methods like X - ray or ultrasonic inspection may be required | Relatively easier to detect as the flash pattern is more predictable. A simple visual inspection of the parting line can often reveal if there is an issue with clamping force |
| Solutions | Mold repair or replacement. If it's wear and tear, components can be refurbished or replaced. For cracks and defects, depending on the severity, the mold may need to be repaired through welding, machining, or in extreme cases, a new mold has to be made | Adjusting the clamping force settings on the injection molding machine to the correct value. Checking and maintaining the clamping system of the machine to ensure proper mechanical function. Conducting a proper mold - filling analysis to accurately determine the required clamping force before production |
Case Studies
Case 1: Mold Failure Leading to Flash
Let's take a real - world example from [Company Name 1], a manufacturer of plastic automotive components. They were producing a plastic dashboard insert using an injection molding process. After running the production for a few months, they started noticing a significant amount of flash around the edges of the molded parts.
Fault Detection: Initially, the operators thought it might be a problem with the machine settings. However, after several adjustments to the injection pressure, speed, and clamping force, the flash issue persisted. A closer inspection of the mold revealed that there were small cracks developing along the parting line of the mold. These cracks were not visible to the naked eye at first but became more apparent under a magnifying glass.
Analysis: Further investigation showed that the mold was made from a lower - grade steel than recommended for the high - volume production they were doing. The continuous stress from the injection of molten plastic over time caused the mold material to weaken, leading to the formation of cracks. As the molten plastic was injected at high pressure during the molding process, it found its way through these cracks, creating the flash on the parts.
Solution: To solve this problem, the company had to take the mold out of production. They first tried to repair the cracks through a welding process. However, due to the complexity of the mold design and the location of the cracks, the welding was not completely successful. Eventually, they decided to invest in a new mold made from high - quality, hardened steel. After installing the new mold, the flash issue was completely resolved, and the production of high - quality dashboard inserts resumed. The cost of the new mold was significant, but it was far less than the cost of continued production with the defective mold, considering the high rejection rate and the extra labor for flash removal.
Case 2: Insufficient Clamping Force Causing Flash
[Company Name 2], a consumer goods manufacturer, was producing plastic storage boxes. They experienced flash issues along the parting line of the boxes.
Fault Detection: The quality control team noticed that the flash was consistently present around the entire perimeter of the box lids and bases where the two mold halves met. This even distribution of flash indicated a potential problem with the clamping force rather than a mold - specific defect.
Analysis: An examination of the injection molding machine's settings and mechanical components was carried out. It was discovered that the clamping force setting on the machine was lower than what was required for the size and thickness of the plastic storage boxes being produced. Additionally, there was some wear in the clamping mechanism of the machine, which further reduced its effectiveness in applying the necessary force to keep the mold halves tightly closed during injection.
Solution: First, the machine's clamping force was adjusted to the correct value based on a mold - filling analysis. The analysis took into account the material being used (a high - density polyethylene), the size of the part, and the injection pressure. The clamping mechanism was also repaired. Worn - out parts were replaced, and the entire system was lubricated and calibrated. After these adjustments, the flash issue was eliminated. The company also implemented a regular maintenance schedule for the injection molding machine's clamping system to prevent similar issues from occurring in the future. This simple fix not only improved the quality of the plastic storage boxes but also increased production efficiency by reducing the number of rejected parts and the time spent on post - processing to remove flash.
Yigu Technology's Perspective
As a non - standard plastic metal products custom Supplier, Yigu Technology has extensive experience in dealing with injection mold issues, including flash problems. We understand that both mold failure and insufficient clamping force can be detrimental to the quality of injection - molded products.
Our team of experts is proficient in mold design and manufacturing, ensuring that the molds we produce have high precision and durability, minimizing the risk of mold - related flash. When it comes to the injection molding process, we use advanced equipment and strictly control the clamping force, making sure it is accurately set according to the product requirements. With our comprehensive approach, we can effectively reduce flash and produce high - quality products that meet our clients' needs.