about Plastic injection molding. It's a process that churns out millions of plastic parts daily. we'll break down the Plastic injection molding process step by step, from melting plastic to producing huge quantities of parts. We'll cover the basics, like key terms and manufacturing techniques, as well as some common uses. By the end of this, you'll be an Plastic injection molding pro - no more mystery, just a solid understanding of this game-changing way to make plastic products. from mold7.
What is Plastic Injection Molding?
Plastic injection molding is a widely - used manufacturing process in the plastics industry. In simple terms, it is the process of injecting molten plastic material into a mold cavity to create a variety of products with specific shapes. This highly efficient method is capable of producing a vast range of plastic items, from small, intricate components like electronic device buttons to large - scale products such as automotive bumpers.
The process begins with the selection of the appropriate plastic resin. There are two main types of plastics used in injection molding: thermoplastics and thermosets. Thermoplastics, such as polyethylene (PE), polypropylene (PP), and acrylonitrile - butadiene - styrene (ABS), can be melted and re - melted multiple times. They are more commonly used in injection molding due to their relatively simple processing. Thermosets, like epoxy and phenolic resins, harden permanently during the curing process and cannot be remelted.
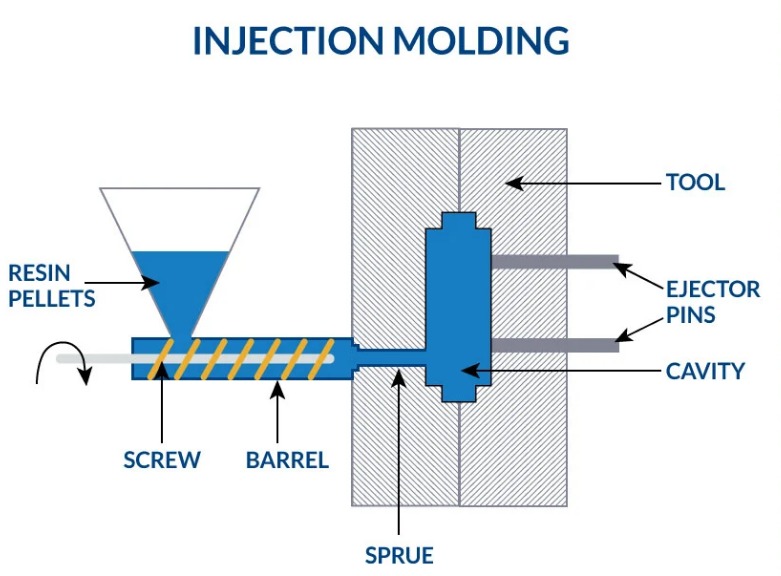
Once the plastic resin is chosen, it is fed into the injection molding machine. The machine consists of a hopper, a heated barrel, an injection screw, and a mold. The plastic resin in the hopper enters the heated barrel, where it is melted by the heat generated by heaters around the barrel and the mechanical action of the rotating injection screw. The molten plastic is then pushed forward by the injection screw towards the mold cavity.
The mold, usually made of steel or aluminum, is composed of two halves: the cavity half and the core half. The cavity half contains the negative impression of the outer shape of the product, while the core half forms the inner features or the reverse side of the product. When the molten plastic is injected into the closed mold under high pressure, it fills every detail of the mold cavity, taking on the shape of the final product. After the plastic has filled the mold, it is held under pressure for a short period to ensure complete filling and to compensate for any shrinkage as the plastic cools. Then, the mold is cooled, either by air or water circulation channels within the mold, causing the plastic to solidify and harden into the desired shape. Finally, the mold opens, and the finished product is ejected, ready for further processing or assembly.
The Basics of Plastic Injection Molding
Plastic Injection molding is a manufacturing process based on the principle of using molds to shape molten material into the desired shape. This process starts with the preparation of the mold, which consists of two parts - the cavity and the core. These two parts undergo precise mechanical processing to create the shape and features required for the final component.
The materials used in Plastic injection molding are usually small particles or granules, known as resins. These resins are fed into a heated cylinder where they are melted and controlled at a specific temperature. Then, the molten material is injected into the mold cavity through a flow channel system, which ensures that the material is evenly distributed throughout the mold.
Once the molten resin is injected into the mold, it quickly cools and solidifies, forming a hard plastic component. This process requires precise temperature control and time management to ensure the quality of the components. During the Plastic injection molding process, various colors and additives can also be added to enhance the performance or appearance of the components.
So you want to know about Plastic injection molding? It's actually a really efficient and precise way to make plastic parts in all sorts of shapes and sizes. Lots of industries rely on it, like the automotive and medical fields, as well as companies that make consumer electronics and packaging. The great thing about injection molding is that by using different materials and clever mold designs, you can create really high-quality components with intricate details and super accurate dimensions.
Plastic Injection Molding Processing
The Plastic Injection Molding Process
The plastic injection molding process is a series of well - orchestrated steps, each crucial to the production of high - quality plastic products.
1. Material Preparation
The process commences with material preparation. Plastic raw materials, usually in the form of granules or powder, are carefully loaded into the hopper of the injection molding machine. Before loading, it's essential to ensure the materials are clean and free from contaminants. For example, if there are impurities in the plastic granules, they can cause defects in the final product, such as black spots or uneven surfaces. Some materials may also require pre - drying. Hygroscopic plastics like nylon absorb moisture from the air. If this moisture - laden material is used directly in the injection molding process, it can lead to issues like silver streaks on the product surface due to steam formation during melting.
2. Heating and Melting
Once in the hopper, the plastic material is fed into the heated barrel. A screw or a plunger mechanism is responsible for pushing the plastic forward. As the plastic moves through the barrel, it passes through different heating zones. These zones are set at gradually increasing temperatures towards the front of the barrel. The heat softens and then melts the plastic, transforming it into a highly viscous, flowing state. The rotation of the screw not only conveys the plastic but also contributes to the mixing and homogenization of the molten material. For instance, in a typical injection molding of polyethylene, the barrel temperatures can range from around 150°C at the hopper end to 250°C near the nozzle, depending on the grade of polyethylene and the specific requirements of the product.
3. Injection
The molten plastic, now in a fluid state, is ready for injection. A high - pressure system, typically provided by the injection unit of the machine, forces the molten plastic through a nozzle and into the mold cavity. The pressure applied during injection can vary widely, from a few dozen to several hundred megapascals (MPa). High - pressure injection is crucial for ensuring that the molten plastic fills every intricate detail of the mold cavity, especially for products with complex shapes. The mold, which is made of a durable material like steel or aluminum, has a precisely machined cavity that corresponds to the outer shape of the desired product and a core that forms the inner features. As the molten plastic fills the mold, it takes on the shape of the cavity, creating a replica of the design.
4. Cooling and Solidification
After the mold is filled with molten plastic, the cooling process begins. This is a critical stage as it determines the final shape, dimensional stability, and mechanical properties of the product. Cooling is achieved through the circulation of a coolant, usually water, through channels within the mold. The rate of cooling must be carefully controlled. If the cooling is too fast, the plastic may solidify unevenly, leading to internal stresses and potential warping or cracking of the product. On the other hand, if the cooling is too slow, it can significantly increase the production cycle time, reducing overall efficiency. For a small plastic part, the cooling time might be just a few seconds, while for a large, thick - walled component, it could be several minutes.
5. Mold Opening and Part Ejection
Once the plastic has cooled and solidified sufficiently, the mold is opened. The two halves of the mold separate, exposing the now - formed plastic part. An ejection system, which can consist of ejector pins, sleeves, or other mechanisms, is then activated. These ejectors push the plastic part out of the mold cavity. The design of the ejection system is crucial. If the ejector pins are not properly placed or if the ejection force is uneven, it can cause damage to the part, such as marks, dents, or even breakage.
6. Post - Processing
After ejection, the plastic part may undergo post - processing steps. One common post - processing operation is the removal of flash. Flash is the thin, excess plastic that has leaked out between the mold halves during the injection process. This can be removed manually using tools like knives or by using mechanical trimming methods. Parts may also require trimming to remove any sprue (the material that filled the injection channels) or runners (the channels that directed the molten plastic to the mold cavity). Other post - processing steps can include painting for aesthetic purposes, surface treatment to improve properties like scratch resistance or chemical resistance, and assembly with other components to create a complete product.
Advantages of Plastic Injection Molding
1. High - Efficiency Production
Plastic injection molding is a powerhouse when it comes to high - volume production. In a typical injection molding setup, the cycle time for producing a single small - to - medium - sized plastic part can be as short as 10 - 30 seconds. For instance, in the production of plastic bottle caps, high - speed injection molding machines can churn out hundreds of caps per minute. This rapid production rate makes it ideal for industries with high - demand products, such as the consumer goods industry. If a company needs to produce millions of plastic toys for the holiday season, injection molding can meet this demand within a relatively short time frame. The quick production cycle not only increases the output but also reduces the overall production cost per unit, as the fixed costs (such as machine setup, mold cost) are spread over a larger number of products.
2. High Precision
One of the remarkable features of plastic injection molding is its ability to achieve high precision. Modern injection molding machines can produce parts with dimensional tolerances as tight as ±0.05 - 0.1 mm, depending on the complexity of the part and the material used. When compared to other manufacturing processes like 3D printing, injection molding offers much higher precision. For example, 3D - printed parts may have a tolerance of ±0.2 - 0.5 mm in some cases. This high precision makes injection molding suitable for producing parts that require a high level of accuracy, such as components for medical devices or electronic connectors. In the medical field, a precisely - molded plastic syringe barrel needs to have exact dimensions to ensure proper fit with the plunger and accurate dosage delivery.
3. Material Diversity
A wide range of plastic materials can be used in injection molding. Common thermoplastics like polyethylene (PE), which comes in different grades such as high - density polyethylene (HDPE) and low - density polyethylene (LDPE), are widely used for products like plastic bags (LDPE) and milk jugs (HDPE). Polypropylene (PP) is popular for its chemical resistance and is used in applications like automotive interior parts and food containers. Acrylonitrile - butadiene - styrene (ABS) is known for its strength and is often used in consumer electronics, such as the casings of smartphones and laptops. Moreover, fillers can be added to the plastic materials to enhance their properties. For example, adding glass fibers to a plastic can increase its strength and stiffness, making it suitable for applications in the automotive and aerospace industries. Colorants can also be incorporated during the molding process, allowing for the production of parts in a vast array of colors without the need for additional painting or coloring steps. This not only saves time but also reduces the risk of color - related quality issues.
4. High Automation
The injection molding process is highly amenable to automation. Most modern injection molding machines are equipped with programmable logic controllers (PLCs) that can control various aspects of the process, such as injection pressure, temperature, and cycle time. Robotic arms can be integrated into the production line to handle tasks like part ejection, post - processing operations (such as removing flash or trimming), and even part assembly. Automation not only increases the production speed but also improves the consistency of the products. Since automated systems can perform tasks with a high degree of repeatability, the variation in product quality from one part to another is minimized. For example, in a large - scale production of plastic connectors, an automated injection molding line can produce thousands of identical parts with minimal human intervention, ensuring that each connector meets the strict quality standards required for use in electronic devices.

Applications of Plastic Injection Molding
Plastic injection molding has permeated nearly every industry due to its versatility and cost - effectiveness. Here are some of the key sectors where it plays a vital role:
1. Consumer Electronics
In the consumer electronics industry, plastic injection molding is everywhere. Take mobile phone cases, for example. They are typically made through injection molding, allowing for a wide variety of colors, textures, and designs. The cases need to be precisely molded to fit the phone's shape perfectly, protecting it from scratches and minor impacts. Computer accessories such as keyboards, mouse housings, and laptop casings are also commonly produced using this process. For a standard laptop casing, injection molding can create a sleek, lightweight, and durable outer shell. ABS plastic is often chosen for laptop casings because of its strength and heat resistance, qualities that are essential for protecting the sensitive internal components of the laptop.
2. Automotive Industry
The automotive industry makes extensive use of plastic injection molding. Dashboard components are usually large - scale plastic injection - molded parts. They require a high level of precision to ensure a proper fit within the vehicle's interior and to house various instruments and controls. The dashboard must also meet strict safety and durability standards. Headlight and taillight housings are another example. These parts need to be precisely molded to ensure proper alignment of the bulbs and reflectors, as well as to provide a watertight seal to protect the electrical components from moisture. Polycarbonate is a popular material for headlight housings due to its excellent optical properties, high impact resistance, and heat resistance, which are crucial for withstanding the high temperatures generated by the bulbs and the harsh environmental conditions during driving.
3. Medical Field
In the medical field, plastic injection molding is essential for producing a wide range of devices. Syringes are one of the most common examples. They are mass - produced through injection molding with extreme precision. The barrel of the syringe needs to have a very accurate inner diameter to ensure consistent and accurate dosing of medications. The plunger also requires a precise fit to prevent leakage. Medical instrument housings, such as those for ultrasound machines or blood glucose monitors, are also made using injection molding. These housings must be made from biocompatible plastics that are non - toxic and do not react with the human body. They also need to be durable enough to withstand regular use in a clinical environment and provide protection for the sensitive electronic components inside.
4. Daily Necessities
In our daily lives, we encounter countless products made by plastic injection molding. Plastic bottle caps are a simple yet ubiquitous example. They are produced in high volumes with tight tolerances to ensure a proper seal on bottles, preventing leakage of liquids. Kitchen utensils like spoons, spatulas, and food storage containers are also commonly made through injection molding. These utensils need to be made from food - grade plastics that are safe for contact with food. Toys, especially those made of plastic, are often injection - molded. From small action figures to large plastic building blocks, injection molding allows for the creation of complex shapes and vibrant colors, making toys both fun and durable for children to play with.
The Injection Molding Machine
The injection molding machine is a key component in the injection molding process. It is responsible for melting the raw material, injecting it into the mold cavity, applying pressure, and controlling the various parameters of the molding cycle. Let's take a closer look at the different elements and functions of the injection molding machine.
Machine Components
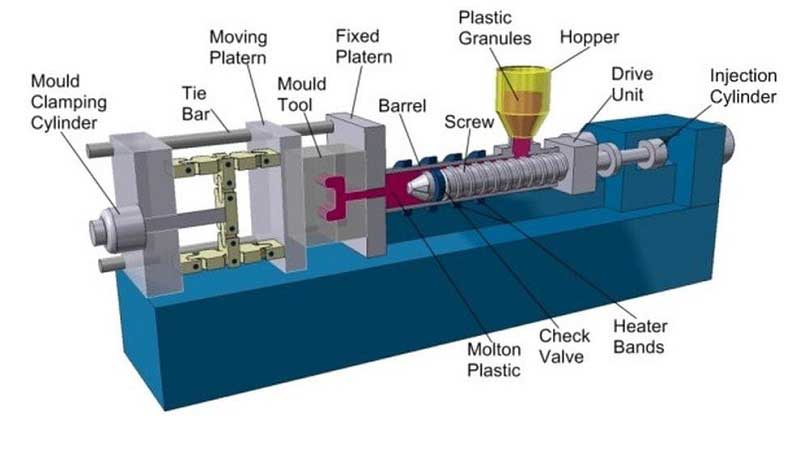
- Injection Unit: The injection unit of the machine consists of a hopper, a screw or plunger, and a barrel. The raw material, in the form of pellets or granules, is fed into the hopper. The screw or plunger rotates or reciprocates to melt and transport the material into the mold.
- Clamping Unit: The clamping unit is responsible for securely closing and holding the mold during the injection and cooling phases. It consists of a movable and a fixed platen, which apply the necessary force to keep the mold closed.
- Hydraulic or Electric System: Injection molding machines can be powered by hydraulic or electric systems. The hydraulic system uses hydraulic pumps, valves, and cylinders to control the various machine movements, such as clamping, injection, and ejecting. Electric machines, on the other hand, utilize electric motors and servo drives for precise control and energy efficiency.
- Control System: The control system of the injection molding machine allows operators to set and monitor various parameters of the molding process, such as temperature, pressure, injection speed, and cooling time. It ensures the machine operates within the desired parameters for consistent and high-quality part production.
Machine Functions
- Melting and Injection: The injection molding machine heats the raw material in the barrel to a molten state. In the case of screw injection machines, the rotating screw applies pressure and conveys the molten material towards the mold. In plunger machines, the reciprocating plunger generates the necessary pressure for material injection.
- Clamping: Once the molten material is injected into the mold, the clamping unit of the machine applies force to keep the mold closed. The clamping force ensures that the mold cavity remains filled and that the part takes the desired shape. The clamping force is determined based on the material properties, part design, and mold requirements.
- Cooling and Solidification: After the material is injected into the mold, the cooling phase begins. The machine controls the cooling time and temperature to allow the material to solidify and take the shape of the mold cavity. Cooling channels integrated into the mold assist in dissipating heat and accelerating the cooling process.
- Ejection: Once the part has solidified, the machine initiates the ejection process. Ejector pins or other mechanisms push the part out of the mold cavity, allowing for its removal. The mold then opens, and the part is ready for extraction.

The Molding Cycle Process
The injection molding process consists of a series of sequential steps that make up the molding cycle. Understanding the molding cycle process is crucial for optimizing production efficiency and part quality. Let's explore the different stages of the molding cycle:
- Mold Closing: The mold, consisting of two halves, is closed and clamped together by the machine's clamping unit. The mold halves are aligned to ensure proper part formation.
- Injection: Once the mold is closed, the raw material is fed into the injection unit. The material is heated and melted, and the screw or plunger injects it into the mold cavity under high pressure. The injection speed, pressure, and volume are carefully controlled to achieve optimal part filling.
- Dwelling and Cooling: After the material is injected, it dwells in the mold cavity for a specific period, known as the dwelling time. This allows for proper packing of the material and compensates for any shrinkage that may occur during cooling. Cooling channels within the mold facilitate the solidification of the material by dissipating heat.
- Mold Opening and Ejection: Once the material has sufficiently cooled and solidified, the mold opens, and the machine initiates the ejection process. Ejector pins or other mechanisms push the part out of the mold cavity. The mold is then ready for the next cycle.
- Mold Closing and Purging: After the part is ejected, the mold halves close again, and any remaining material in the injection unit is purged out. Purging helps ensure that the next shot of material is free from any contamination or color mixing.
The duration of the molding cycle depends on various factors, including the part size, material characteristics, cooling time, and machine capabilities. Optimizing the cycle time is essential to maximize production efficiency without compromising part quality.

Plastic injection Molding Factory workshop
Cycle Time Optimization
Reducing the cycle time can significantly increase production output and efficiency. Several strategies can be employed to optimize the molding cycle:
- Material Selection: Choose materials with shorter cooling times or faster solidification properties to speed up the overall cycle.
- Mold Design: Optimize thecooling system within the mold by incorporating efficient cooling channels. Properly designed cooling channels help dissipate heat quickly, reducing cooling time and overall cycle time.
- Machine Settings: Fine-tune the machine parameters, such as injection speed, pressure, and cooling time, to achieve the shortest possible cycle time without compromising part quality.
- Automation and Robotics: Implement automation and robotics systems to streamline the molding process. Automated part removal, mold opening and closing, and material handling can reduce cycle time by eliminating manual steps and improving overall efficiency.
- Mold Maintenance: Regularly maintain and clean the mold to ensure smooth and efficient operation. Proper maintenance prevents issues such as sticking, flashing, or uneven cooling, which can prolong the cycle time.
By implementing these optimization strategies, manufacturers can achieve shorter cycle times, increased production capacity, and improved overall efficiency in the injection molding process.
In conclusion, the Plastic injection molding machine is a vital component in the Plastic injection molding process. It melts the raw material, injects it into the mold, applies pressure, and controls various parameters to produce high-quality plastic parts. Understanding the machine components and functions, as well as optimizing the molding cycle, is essential for successful Plastic injection molding operations.
Common Plastics Used in Injection Molding
Injection molding supports a wide range of thermoplastic materials, each with its unique properties and characteristics. The choice of plastic depends on factors such as part design, required mechanical properties, chemical resistance, and cost considerations. Let's explore some of the most commonly used plastics in injection molding:
1. Polyethylene (PE)
Polyethylene is a versatile plastic known for its excellent impact resistance, flexibility, and low cost. It is available in various forms, including high-density polyethylene (HDPE) and low-density polyethylene (LDPE). PE is commonly used in the production of bottles, containers, toys, and household goods.
2. Polypropylene (PP)
Polypropylene is a lightweight and durable plastic with excellent chemical resistance. It offers high tensile strength, good impact resistance, and is resistant to moisture and fatigue. PP is widely used in automotive parts, packaging, appliances, and consumer goods.
3. Acrylonitrile Butadiene Styrene (ABS)
ABS is a popular engineering plastic known for its excellent impact strength, rigidity, and heat resistance. It is easy to process, has good dimensional stability, and can be easily colored or textured. ABS is commonly used in automotive components, electronic housings, toys, and consumer appliances.
4. Polycarbonate (PC)
Polycarbonate is a transparent and highly impact-resistant plastic. It has excellent heat resistance, good electrical insulation properties, and high optical clarity. PC is commonly used in automotive lighting, electronic components, safety helmets, and medical devices.
5. Polyethylene Terephthalate (PET)
PET is a strong and lightweight plastic known for its excellent clarity, barrier properties, and recyclability. It is commonly used in the production of bottles for beverages, food containers, and packaging materials.
6. Polyvinyl Chloride (PVC)
Polyvinyl Chloride is a versatile plastic that can be rigid or flexible, depending on the formulation. It offers good chemical resistance, durability, and flame retardancy. PVC is widely used in construction products, electrical cables, pipes, and vinyl flooring.
7. Nylon (Polyamide)
Nylon is a strong and durable engineering plastic with excellent mechanical properties. It offers high tensile strength, good impact resistance, and low friction. Nylon is commonly used in automotive parts, electrical connectors, gears, and industrial components.
Plastic injection Molding Tool Mold
Frequently Asked Questions about Injection Molding
Here are some commonly asked questions about injection molding:
1. What is the typical delivery cycle for producing injection molded parts?
The delivery cycle for producing injection molded parts depends on various factors, including the complexity of the parts, mold design and manufacturing time, material selection, and production volume. Simple parts with ready-made molds can be produced in a few days, while more complex parts may require several weeks of mold manufacturing and setup.
2. What is the maximum size of parts that can be produced through injection molding?
The maximum size of parts that can be produced through injection molding depends on the specific performance of the injection molding machine and the size of the mold. Injection molding machines come in various sizes, from small machines that produce small parts to large machines that can produce larger parts.
3. How can I ensure the quality of plastic injection - molded products?
To ensure the quality of plastic injection - molded products, you can take the following steps:
- Raw Material Selection: Choose high - quality plastics from reliable suppliers. Check the material's specifications, such as its melt flow index, density, and mechanical properties, to ensure they meet your product requirements. Avoid using recycled materials of unknown quality without proper testing.
- Mold Design: A well - designed mold is crucial. Use advanced software for mold flow analysis to predict and prevent issues like warping, shrinkage, and incomplete filling. Ensure the mold has proper ventilation to avoid air traps, and the parting lines are well - defined to prevent flash.
- Production Process Control: Strictly control the injection molding process parameters. Monitor and adjust the temperature of the heating barrel, injection pressure, injection speed, and cooling time according to the plastic material and product design. Regularly maintain and calibrate the injection molding machine to ensure its stability.
- Quality Inspection: Implement a comprehensive quality inspection system. Inspect the products for dimensional accuracy using measuring tools like calipers and coordinate measuring machines (CMMs). Check for surface defects such as scratches, pits, and discoloration visually or with the help of inspection equipment. Conduct mechanical property tests, such as tensile strength and impact resistance tests, for products with specific mechanical requirements.
4. What is the approximate cost of setting up a plastic injection molding production line?
The cost of setting up a plastic injection molding production line can vary significantly depending on several factors:
- Equipment Cost: Injection molding machines can range from tens of thousands to hundreds of thousands of dollars, depending on their clamping force, injection volume, and brand. Ancillary equipment like hoppers, dryers, and chillers also contribute to the cost. For example, a small - to - medium - sized injection molding machine (with a clamping force of around 100 - 200 tons) might cost 50,000−150,000, and the ancillary equipment could add another 10,000−30,000.
- Mold Cost: Custom - made molds can be expensive. Simple molds might cost a few thousand dollars, while complex, high - precision molds for products with intricate shapes can cost $50,000 or more.
- Facility and Infrastructure: The cost of renting or purchasing a production space, as well as setting up utilities such as electricity, water, and ventilation, needs to be considered. Renting a suitable factory space can cost several thousand dollars per month, depending on the location and size.
- Labor Cost: Hiring skilled operators, technicians, and managers adds to the cost. Labor costs can vary greatly depending on the region, but on average, in a medium - cost area, the annual labor cost for a small production line with a few employees could be 100,000−300,000.
Overall, setting up a basic plastic injection molding production line can cost anywhere from 100,000toover500,000. Larger - scale, more automated production lines with high - end equipment and molds can cost several million dollars.
The number of cavities, while seemingly a simple multiplier, introduces further complexity. While increasing cavity count theoretically reduces per-unit cost, it simultaneously increases the mold's overall size and intricacy, potentially leading to unexpected challenges in manufacturing and quality control, offsetting projected economies of scale. Therefore, a comprehensive cost analysis necessitates a holistic approach, considering not only individual cost components but also their synergistic and often unpredictable interactions, demanding a deep understanding of both injection molding processes and the specific demands of the target component.
5. Can injection molded parts be colored or textured?
The chromatic and tactile properties of injection-molded components are entirely malleable. Pre-injection pigmentation of the thermoplastic resin affords virtually limitless color options, transcending the limitations of post-process treatments. Furthermore, the mold itself serves as a deterministic agent, imprinting intricate surface textures – ranging from mirror-smooth finishes to complex, multi-faceted patterns – onto the nascent part. The very grain of the final product, its haptic signature, is dictated by the meticulous engineering of the mold cavity. Surface treatments, extending beyond simple texturing, can introduce functionalities such as enhanced lubricity, chemical resistance, or even biocompatibility, depending on the chosen process and materials.
Plastic Injection molding's ascendancy within manufacturing stems from a confluence of compelling advantages. Its inherent efficiency, facilitated by automation and high-volume production, translates to significant cost reductions, particularly for large-scale projects. The design flexibility is equally remarkable, accommodating intricate geometries and complex undercuts that would defy alternative fabrication methods. The expansive palette of available thermoplastic and thermoset materials further broadens its applicability across diverse sectors. Precision and consistency are hallmarks of the process, minimizing material waste and maximizing yield. However, the seemingly seamless execution belies inherent complexities.
The operational landscape of Plastic injection molding is not without its challenges. Lead times, often dictated by mold fabrication and iterative design refinements, can be substantial. Dimensional constraints, imposed by the press's capabilities and the inherent limitations of the molding process, restrict the maximum achievable part size. The feasibility of rapid prototyping, while improving, remains a critical consideration, especially for intricate designs. The significant upfront investment in mold creation, a crucial factor influencing overall project economics, necessitates careful planning and risk assessment. Finally, while the options for color and texture are extensive, achieving specific aesthetic or functional surface properties may necessitate specialized mold treatments and potentially increase costs. A nuanced understanding of these factors is paramount for successful implementation.