The components of injection molding machines and how they work together to produce plastic parts. Injection molding is a widely used manufacturing process that can produce high-quality, complex, and precise plastic parts at low cost and high throughput. However, injection molding also requires a complex and reliable machine composed of various components with specific functions and actions.
Firstly, the core component of an injection molding machine is the injection device. It is responsible for injecting molten plastic material into the mold. The injection device usually consists of a cylinder, a screw, and a nozzle. The bucket is used to store plastic particles, and the screw gradually heats and compresses the particles into a molten state through rotation. Finally, the nozzle injects the melted plastic material into the mold under high pressure.
Secondly, molds are an important component of injection molding processes. The design and manufacturing of the mold determine the shape and size of the final product. A mold usually consists of two main parts: a movable mold and a fixed mold. A mold is a movable component used to form the shape of a product. Fixed mold is a fixed component used to form the internal shape and structure of a product. During the injection molding process, the movable mold and the fixed mold are tightly closed, forming a closed space to ensure that the plastic material can fill every corner of the mold.
In addition, the injection molding machine also includes other important components such as hydraulic systems, electrical control systems, and cooling systems. The hydraulic system is responsible for providing power so that the injection device can perform precise injection actions. The electrical control system is responsible for controlling the operation of the entire machine, including the adjustment of injection speed, pressure, temperature and other parameters. The cooling system is used to reduce the temperature of the mold so that the plastic material can be quickly solidified and the product can be demoulded.
In summary, an injection molding machine is a complex machine consisting of multiple components, each with its own specific function and role. Only when these components work together can efficient, precise and high-quality plastic part production be achieved. Therefore, it is very important for those working in injection molding to understand and be familiar with the functions and operation methods of these components.
Introduction
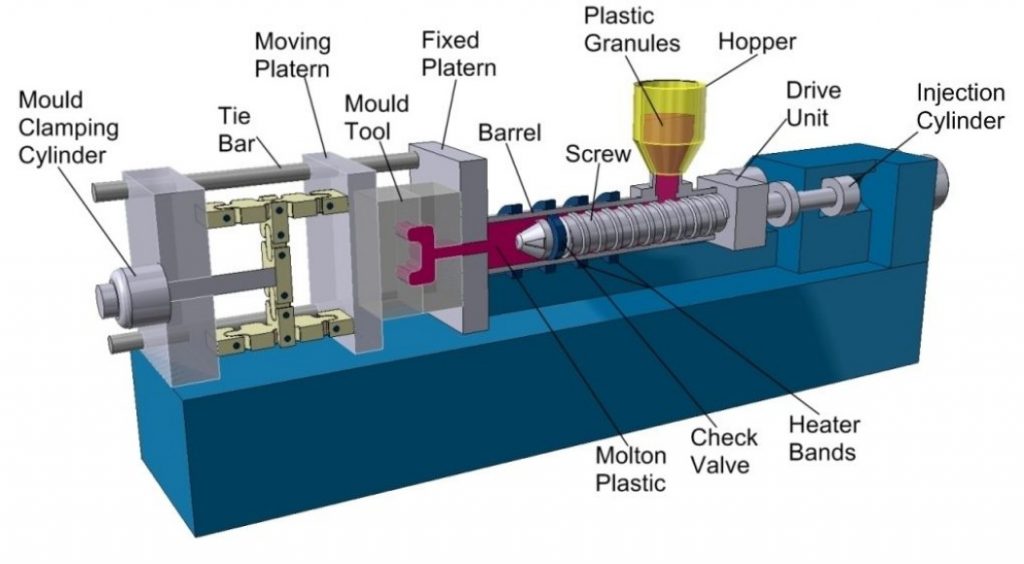
The injection molding machine consists of four main parts: base, hopper, cylinder, and clamping device. The base can accommodate all other parts and electronic devices required to operate the machine. The electronic devices on the equipment must control a series of heaters, hydraulic devices, sensors, and injection pressures. The hopper is the place where plastic material is poured before the injection molding process begins. The cylinder heats the plastic material to a molten state and injects it into the mold or cavity of the clamping unit. Clamp the device to hold and close the mold, apply pressure and eject the finished parts. In addition to these four main components, there are also some smaller parts that play important roles in the injection molding process, such as screws, nozzles, split molds, top rods, hydraulic units, and injection molding units. In this blog post, we will provide a detailed explanation of each component and how they work together to produce plastic parts.
Hopper
The hopper is the component where the plastic material is poured before the injection moulding process can begin. The hopper usually contains a dryer unit to keep moisture away from the plastic material, as moisture can affect the quality and properties of the plastic part. The hopper may also have small magnets to prevent any harmful metallic particles from entering the machine. The hopper feeds the plastic material into the barrel through a funnel-shaped opening at a controlled rate.
Barrel
The barrel, or the material tube and barrel, heats the plastic material into a molten state to let plastic flow through the barrel. The barrel has a cylindrical shape and is lined with resistive heaters that regulate the temperature of the barrel according to different types of plastic material. The temperature in the barrel needs to be adequately controlled to maintain the appropriate viscosity, flow rate and pressure of the molten plastic. The function of the barrel is to transport, compact, melt, agitate and pressurize
the plastic before it reaches the mould.
Screw
The screw, which is situated inside the barrel of the injection moulding machine, plays a crucial role in the thermoforming process. As it rotates, it moves the plastic material forward, propelling it through various stages of preparation before it reaches the mould. This intricate mechanism can be divided into three primary sections: the feed zone, the compression zone, and the metering zone. Each of these sections contributes uniquely to the overall efficiency and effectiveness of the process.
In the feed zone, the screw engages with the plastic granules or pellets, drawing them into the system. Here, the flights or grooves within the screw come into play, initiating the mixing action. These grooves are strategically designed to ensure a continuous and thorough blending of the plastic material. This not only aids in distributing heat evenly throughout the mass but also facilitates a more homogeneous melt. The consistent mixing action is paramount as it helps to clear any residual materials or colors from previous production runs, ensuring a high-quality output free from contamination.
As the plastic progresses to the compression zone, the depth of the flights diminishes. This reduction in depth combines with the rotating action of the screw to further compress and heat the plastic. The design of the screw, with its decreasing diameter towards the tip, generates increased pressure and temperature. This rise in both pressure and temperature is essential for transforming the solid plastic into a molten state suitable for injection.
Finally, in the metering zone, the screw's role shifts slightly. Here, it ensures that a consistent volume of molten plastic is delivered for each injection cycle. The precision of this delivery is crucial for maintaining product consistency and quality.
Beyond these specific functions, the screw's design and operation contribute significantly to the generation of heat required for the thermoforming process. The friction generated between the rotating screw and the plastic material, combined with the compression effects, provides most of the necessary heat. This self-generated heat reduces the need for external heating elements, making the process more energy-efficient and controlled.
Moreover, the screw acts much like a plunger or piston when it comes to injecting the molten plastic into the mould. Its ability to inject at high speed and pressure guarantees that the plastic fills the mould cavities completely and quickly, which is vital for producing high-quality, detailed parts. The combination of speed and pressure also helps in achieving a fine surface finish on the final product.
In summary, the screw's intricate design and multifaceted functions make it a central component of the injection moulding machine. From feeding and mixing the raw plastic to generating the necessary heat and finally injecting the molten material into the mould, the screw's operations are critical to the success of the thermoforming process.
Heaters
An injection moulding machine can have different types of heaters for maintaining temperatures in conduits and nozzles and heating moulds and platens. The most common types of heaters are band heaters, cartridge heaters and strip heaters. Band heaters are cylindrical heaters that wrap around
the barrel or nozzle and transfer heat by conduction.
Cartridge heaters are cylindrical heaters that fit inside holes drilled in platens or moulds and transfer heat by conduction.
Strip heaters are flat heaters that attach to platens or moulds and transfer heat by radiation.
Nozzle
The nozzle is the component that connects the barrel and the mould. The nozzle has a conical shape and a small opening tha t allows the molten plastic to flow into the mould or cavity. The nozzle also has a shut-off valve that prevents the plastic from dripping or leaking when the injection pressure is released. The nozzle is usually heated by a band heater to keep the plastic in a molten state and prevent clogging.
Clamping Unit
The clamping unit is the component that holds and closes the mould, applies pressure and ejects the finished part. The clamping unit consists of two platens: a fixed platen and a movable platen. The fixed platen is attached to the base of the machine and supports the mould. The movable platen is attached to a hydraulic cylinder that moves forward and backward to open and close the mould. The clamping unit also has tie bars that connect the two platens and provide stability and alignment.
The clamping unit applies a clamping force to the mould to keep it closed during the injection process. The clamping force depends on the size and shape of the part, the injection pressure and the material properties. The clamping force needs to be high enough to prevent the mould from opening or flashing, but not too high to damage the mould or the machine.
The clamping unit also has an ejector system that ejects the finished part from the mould after it cools and solidifies. The ejector system consists of ejector pins, ejector plate and ejector rod. The ejector pins are metal rods that push the part out of the mould cavity. The ejector plate is a metal plate that holds the ejector pins and moves forward and backward by a hydraulic cylinder. The ejector rod is a metal rod that connects the ejector plate and the hydraulic cylinder.
Split Mould
The split mould is the component that shapes the plastic part. The split mould consists of two halves: a core half and a cavity half. The core half is the part of the mould that forms the inner surface of the part. The cavity half is the part of the mould that forms the outer surface of the part. The two halves of the mould are aligned by guide pins and bushings and clamped by the clamping unit.
The split mould also has various features that facilitate the injection moulding process, such as sprue, runner, gate, vent, cooling channel and parting line. The sprue is the channel that connects the nozzle and the runner. The runner is the channel that connects the sprue and the gate. The gate is the opening that connects the runner and the cavity. The vent is the opening that allows air to escape from the cavity during injection. The cooling channel is the channel that circulates coolant around the mould to control its temperature. The parting line is the line where the two halves of the mould meet.
Ejector Pins
The ejector pins are metal rods that push the finished part out of the mould cavity. The ejector pins are located on the core half of the mould and are activated by the ejector system in the clamping unit. The ejector pins need to be positioned carefully to avoid damaging or marking the part surface. The number, size and shape of the ejector pins depend on the size, shape and material of the part.
Hydraulic Unit
The hydraulic unit is the component that provides power and control to various parts of the injection moulding machine, such as the clamping unit, the injection unit and the ejector system. The hydraulic unit consists of a hydraulic pump, a hydraulic motor, a hydraulic valve, a hydraulic cylinder, a hydraulic hose and a hydraulic fluid reservoir. The hydraulic pump converts mechanical energy into hydraulic energy by pumping hydraulic fluid from the reservoir to different parts of the machine. The hydraulic motor converts hydraulic energy back into mechanical energy by rotating a shaft or a gear. The hydraulic valve controls the direction, pressure and flow rate of the hydraulic fluid in different parts of the machine. The hydraulic cylinder converts hydraulic energy into linear motion by moving a piston inside a cylinder. The hydraulic hose transfers hydraulic fluid between different parts of the machine. The hydraulic fluid reservoir stores and cools hydraulic fluid.
Injection Unit
The injection unit is the component that melts, pressurizes and injects plastic material into the mould.
The injection unit consists of three main parts: hopper, barrel and screw. The hopper feeds plastic material into the barrel through a funnel-shaped opening at a controlled rate. The barrel heats plastic material into a molten state and injects it into the mould through the nozzle. The screw rotates inside
the barrel to move plastic material forward, mix it uniformly, compress it and inject it at high speed and pressure.
Conclusion
Injection moulding machines are complex devices that consist of various components, each with a specific function and role.
Injection molding machines are complex pieces of equipment used in the manufacturing industry to produce a wide range of plastic products. Understanding the various components of an injection molding machine is essential for manufacturers and operators to ensure the machine's proper functioning and optimize the injection molding process. A comprehensive guide to injection molding machine components covers the key elements that make up this sophisticated machinery.
In short, an injection molding machine consists of several basic components that work together to efficiently and accurately execute the injection molding process. Each component plays a specific role in melting and injecting plastic materials, firmly securing molds, shaping final products, and ensuring precise temperature and pressure control. Manufacturers and operators must have a comprehensive understanding of these components in order to optimize injection molding processes and produce high-quality plastic products.